H35 / n, Sekundär – Hypertherm MAX200 Machine Torch Plasma Arc Cutting System Benutzerhandbuch
Seite 70
3/8/99
BEDIENUNG
4-30
MAX200
(Handbrenner) Betriebsanleitung
PAC200T/PAC200E Handbrenner
Rostfreier Stahl
200 Ampere – H35 Plasma / N
2
Sekundär
Diese Gaskombination (Hypertherm empfiehlt eine Mischung von 35 % Wasserstoff und 65 % Argon für das
Plasmagas) ermöglicht die maximale Schneiddickenqualität, wenig Bartbildung, wenig
Oberflächenverschmutzung, ausgezeichnete Schweißbarkeit und ausgezeichnete Schneidqualität.
Elektrodenstandzeit ist bei dieser Gaskombination länger.
Produktionsschneiden bei einer Dicke von mehr als 22 mm wird nicht empfohlen.
* Wenn die Schläuche länger sind als 15 m, den TEST Druck um 0.34 Bar für jede zusätzliche Brennerschlauchlänge von 15 m
erhöhen.
020920
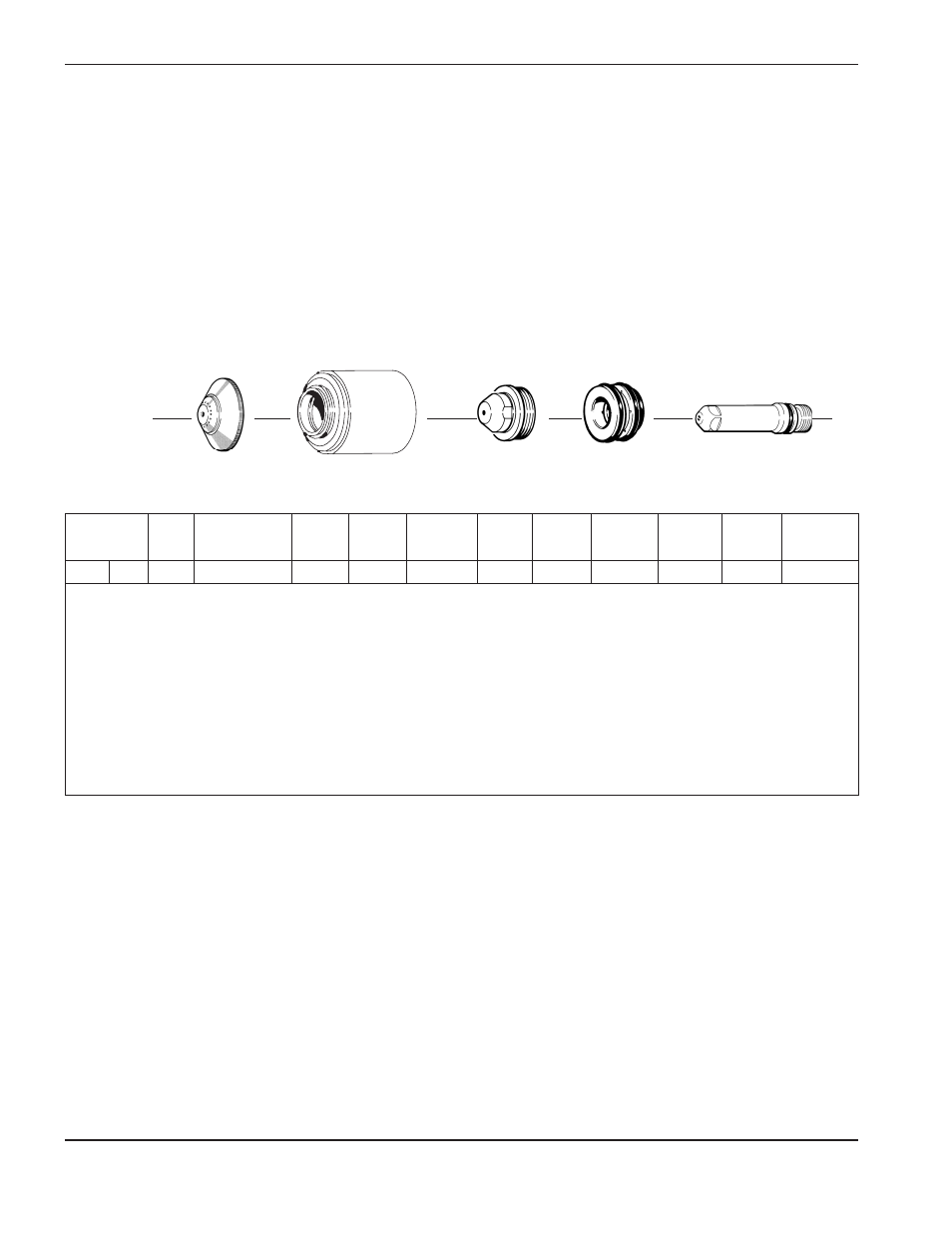
Schutzschild
020608
Düse
020915
Brennerkappe
020415
Elektrode
020607
Wirbelring
Blechdicke
Plasma-
gasart
Plasmagasdruck
TEST/RUN
Sekundär-
gasart
Sekundär-
gasdruck
Abstand
Brenner zum
Werkstück
Lichtbogen-
stromein-
stellung
Lichtbogen-
spannungs-
einstellung
Schneid-
geschwin-
digkeit
Bewegungs-
verzögerung
in etwa
Plasmagas-
Einlaßdruck
Sekundärgas-
Einlaßdruck
(zoll)
(mm)
(psi/bar)
(psi/bar)
(mm)
(A)
(V)
(mm/min)
(Sek.)
(psi/bar)
(psi/bar)
1⁄4"
6
H35
Test 36-40* / 2,5-2,8
N
2
70/4,8
5
200
135
1600
1,0
120/8,3
90/6,2
Run 62-66 / 4,3-4,5
3⁄8"
10
(70 SCFH /
(290 SCFH /
5
140
1300
1,0
1⁄2"
12
33 l/min)
136 l/min)
5
140
1100
2,0
5⁄8"
15
6
145
940
2,0
3⁄4"
20
6
150
810
2,5
7⁄8"
22
8
155
690
2,5
1"
25
8
155
560
1-1⁄4"
32
8
165
400
1-1⁄2"
38
8
170
280
1-3⁄4"
44
8
180
200
2"
50
8
185
150