Api-gewinde nachschneiden, 6 gewinde- und fr eistic hzyklen – HEIDENHAIN SW 688945-03 Benutzerhandbuch
Seite 274
274
Teach-in-Mode
4.6
Gewinde-
und
Fr
eistic
hzyklen
API-Gewinde nachschneiden
Gewindeschneiden wählen
API-gewinde wählen
Softkey Nachschneiden zuschalten
Ein:
Innengewinde
Aus:
Außengewinde
Dieser optionale Zyklus schneidet ein ein- oder mehrgängiges API-
Außen- oder Innengewinde nach. Da das Werkstück bereits
ausgespannt war, muss die CNC PILOT die exakte Lage des
Gewindes kennen. Dazu stellen Sie die Schneidenspitze des
Gewindewerkzeugs mittig in einen Gewindegang und übernehmen
diese Positionen in die Parameter gemessener Winkel und gemessene
Position (Softkey Übernahme Position). Der Zyklus errechnet aus
diesen Werten den Spindelwinkel am Startpunkt.
Diese Funktion steht nur im manuellen Betrieb zur Verfügung.
Zyklusparameter
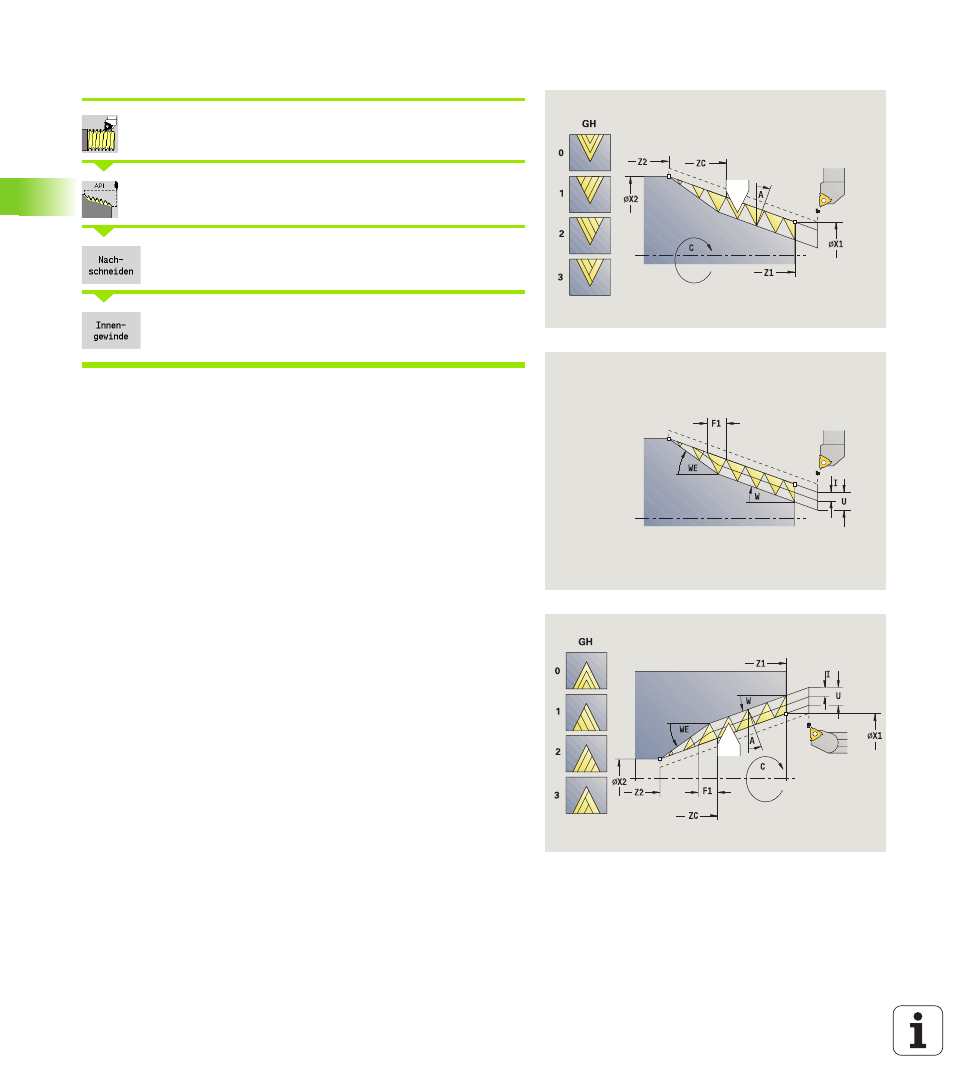
X1, Z1
Startpunkt Gewinde
X2, Z2
Endpunkt Gewinde
F1
Gewindesteigung (= Vorschub)
D
Gangzahl
U
Gewindetiefe – keine Eingabe:
Außengewinde: U=0.6134*F1
Innengewinde: U=–0.5413*F1
I
Maximale Zustellung
I<U: erster Schnitt mit „I“ – jeder weitere Schnitt:
Reduzierung der Schnitttiefe
I=U: ein Schnitt
keine Eingabe: wird aus U und F1 berechnet
WE
Auslaufwinkel (Bereich: 0° < WE < 90°)
W
Kegelwinkel (Bereich: –60° < A < 60°)
C
Gemessener Winkel
ZC
Gemessene Position
A
Zustellwinkel (Bereich: –60° < A < 60°; default: 30°)
A<0: Zustellung von linker Flanke
A>0: Zustellung von rechter Flanke
R
Restschnitttiefe – nur bei GV=4 (default: 1/100 mm)