Werkzeug-standzeitdaten editieren, 2 w er kz eug-edit o r – HEIDENHAIN SW 688945-03 Benutzerhandbuch
Seite 485
HEIDENHAIN CNC PILOT 620/640
485
7.
2
W
er
kz
eug-Edit
o
r
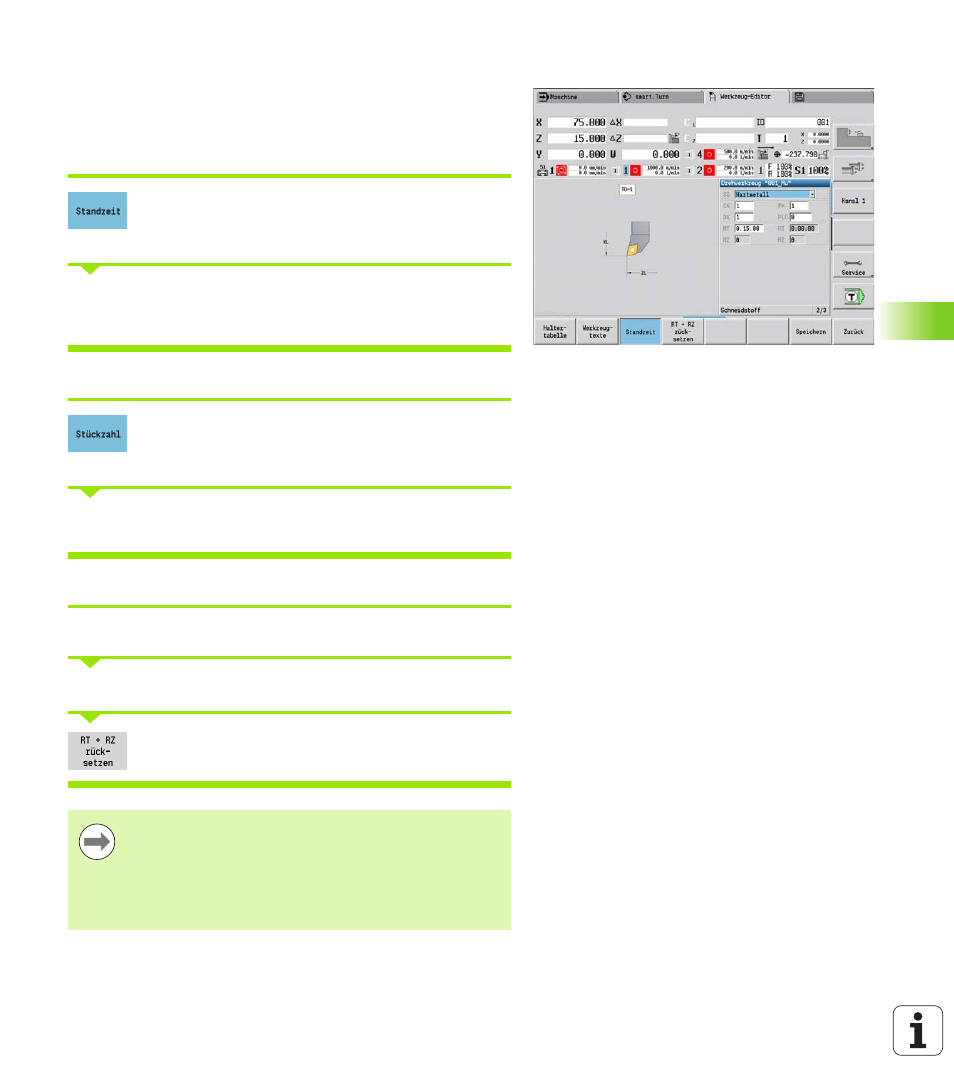
Werkzeug-Standzeitdaten editieren
Die CNC PILOT zählt in RT die Standzeit bzw. in RZ die Stückzahl hoch.
Wird die vorgegebene Standzeit/Stückzahl erreicht, gilt das Werkzeug
als verbraucht.
Standzeit vorgeben
Softkey auf „Standzeit“ einstellen. Der Werkzeug-
Editor gibt das Eingabefeld Standzeit MT zum
Editieren frei.
Standzeit der Schneide in der Form „h:mm:ss“ eingeben (h=Stunde;
m=Minuten; s=Sekunden). Sie wechseln mit den Tasten Cursor
rechts/links zwischen „h“, „m“ und „s“.
Stückzahl vorgeben
Softkey auf „Stückzahl“ einstellen. Der Werkzeug-
Editor gibt das Eingabefeld Stückzahl MZ zum
Editieren frei.
Stückzahl, das ist die Anzahl Werkstücke, die mit einer Schneide
gefertigt werden können, eingeben.
Neue Schneide
Neue Schneide einsetzen.
Zugehörigen Datensatz im Werkzeug-Editor aufrufen.
Softkey drücken. Die Standzeit/Stückzahl wird auf
„0“ zurückgesetzt.
Die Standzeitverwaltung wird im User-Parameter
Standzeitverwaltung (Seite 519) ein-/ausgeschaltet.
Die Stückzahl wird addiert, wenn das Programmende
erreicht wird.
Die Standzeit- bzw. Stückzahlüberwachung wird auch
nach einem Programmwechsel fortgeführt.