Referenzpunkte, koordinatensystem, Koordinatensystem – HEIDENHAIN CNC Pilot 4290 V7.1 Training Benutzerhandbuch
Seite 162
HEIDENHAIN CNC PILOT 4290 V7 Komplettbearbeitung
9.2
Referenzpunkte, Koordinatensystem
2
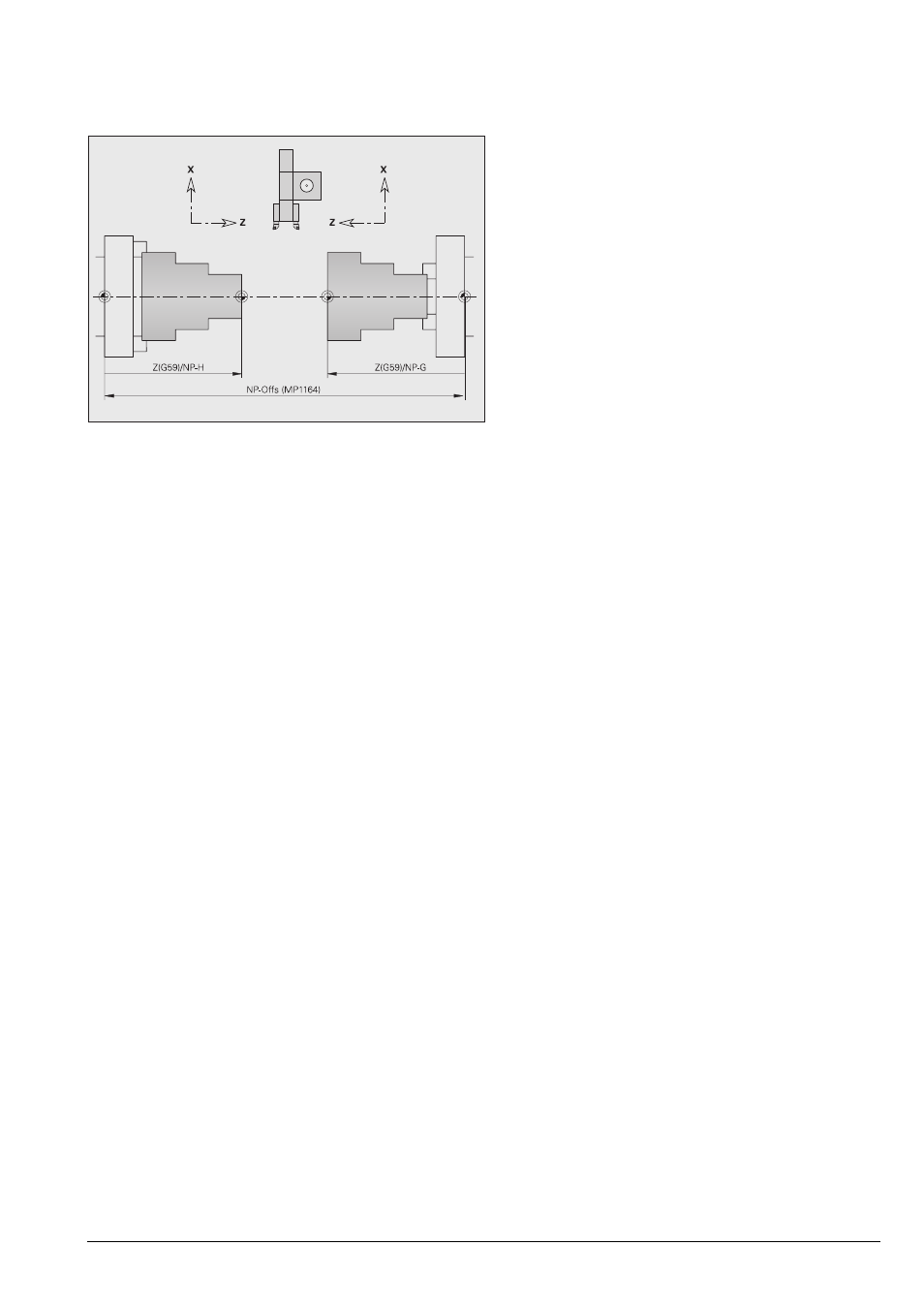
Maschinen-Nullpunkt: Bei der Vorderseitenbearbeitung gilt der Maschinen-Null-
punkt. Beim Übergang zur Rückseitenbearbeitung wird der Nullpunkt um den Null-
punkt-Offset verschoben (Maschinen-Parameter 1164, ..). Jetzt gilt der verscho-
bene Maschinen-Nullpunkt.
Werkstück-Nullpunkt: der CNC PILOT führt
den Werstück-Nullpunkt Hauptspindel und
den Werstück-Nullpunkt Gegenspindel
(siehe Einrichte-Parameter)
Werkstück-Nullpunkt verschieben: Die Einrichtefunktion Nullpunkt verschie-
ben und die Nullpunkt-Verschiebung mit G59 beziehen sich auf den aktiven Maschi-
nen-Nullpunkt.
Sie verschieben den Werstück-Nullpunkt Hauptspindel bei ausgeschalteter Rück-
seitenbearbeitung
Sie verschieben den Werstück-Nullpunkt Gegenspindel bei eingeschalteter
Rückseitenbearbeitung
Koordinatensystem
Ziel ist es, die Rückseitenbearbeitung nach dem gleichen Prinzip wie die Vordersei-
tenbearbeitung zu programmieren. Damit die Regel Bewegungen in positiver
Richtung gehen vom Werkstück weg auch für die Rückseitenbearbeitung gilt,
wird beim Einschalten der Rückseitenbearbeitung das Koordiantensystem gespie-
gelt.