Tastsystem-zyklen für den automatik-betrieb – HEIDENHAIN TNC 426B (280 472) Touch Probe Cycles Benutzerhandbuch
Seite 13
HEIDENHAIN TNC 426, TNC 430
3
1
.1
A
ll
g
em
ei
n
es
z
u
d
e
n
T
as
ts
ys
tem
-Z
ykl
en
Tastsystem-Zyklen in den Betriebsarten Manuell
und El. Handrad
Die TNC stellt in den Betriebsarten Manuell und El. Handrad Tastsys-
tem-Zyklen zur Verfügung, mit denen Sie:
n
das Tastsystem kalibrieren
n
Werkstück-Schieflagen kompensieren
n
Bezugspunkte setzen
Tastsystem-Zyklen für den Automatik-Betrieb
Neben den Tastsystem-Zyklen, die Sie in der Betriebsarten Manuell
und El. Handrad verwenden, stellt die TNC eine Vielzahl von Zyklen für
die unterschiedlichsten Einsatzmöglichkeiten im Automatik-Betrieb
zur Verfügung:
n
Schaltendes Tastsystem kalibrieren (Kapitel 3)
n
Werkstück-Schieflagen kompensieren (Kapitel 3)
n
Bezugspunkte setzen (Kapitel 3)
n
Automatische Werkstück-Kontrolle (Kapitel 3)
n
Automatische Werkzeug-Vermessung (Kapitel 4)
n
Digitalisieren mit schaltendem oder messendem Tastsystem
(Option, Kapitel 5)
Die Tastsystem-Zyklen programmieren Sie in der Betriebsart Pro-
gramm-Einspeichern/Editieren über die Taste TOUCH PROBE. Tast-
system-Zyklen mit Nummern ab 400 verwenden, ebenso wie neuere
Bearbeitungszyklen, Q-Parameter als Übergabeparameter. Parameter
mit gleicher Funktion, die die TNC in verschiedenen Zyklen benötigt,
haben immer dieselbe Nummer: z.B. Q260 ist immer die Sichere
Höhe, Q261 immer die Messhöhe usw.
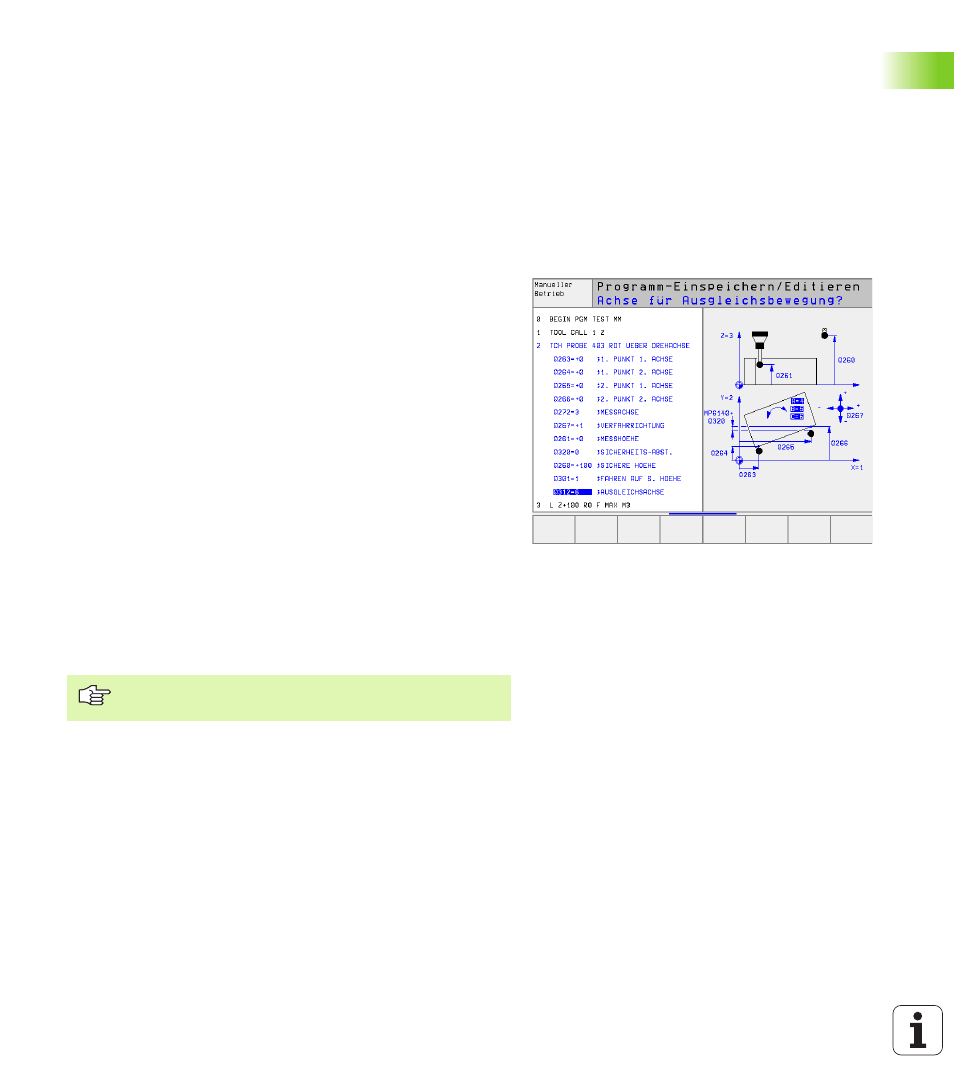
Um die Programmierung zu vereinfachen, zeigt die TNC während der
Zyklus-Definition ein Hilfsbild an. Im Hilfsbild ist der Parameter hell hin-
terlegt, den Sie eingeben müssen (siehe Bild rechts).
Aus Gründen der Übersichtlichkeit sind in den Hilfsbildern
nicht immer alle Eingabeparameter dargestellt.