HEIDENHAIN TNC 426B (280 472) Touch Probe Cycles Benutzerhandbuch
Seite 42
32
3 Tastsystem-Zyklen zur automatischen Werkstück-Kontrolle
3
.1
We
rk
st
ü
ck
-S
ch
ie
fl
a
g
e
a
u
to
m
a
ti
sc
h
e
rf
a
sse
n
U
U
U
U
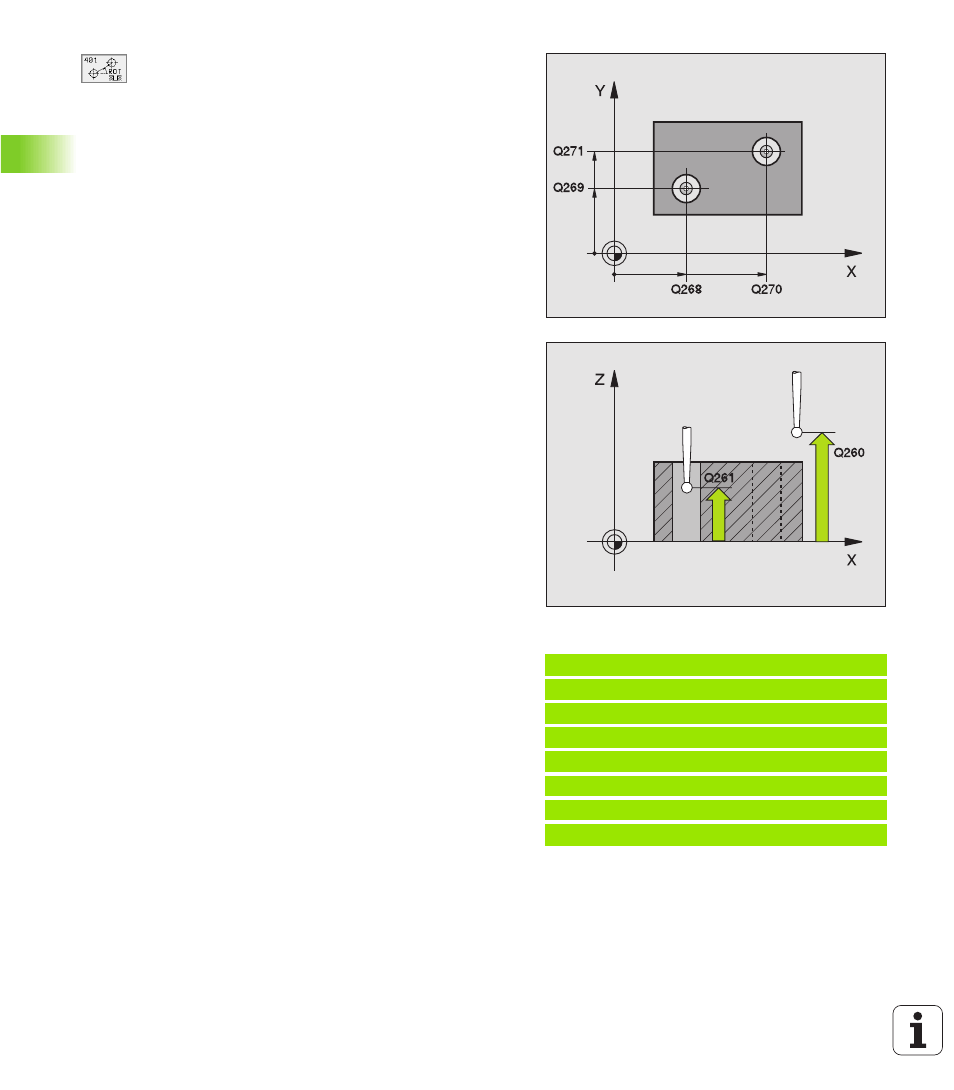
1. Bohrung: Mitte 1. Achse
Q268 (absolut): Mittel-
punkt der ersten Bohrung in der Hauptachse der
Bearbeitungsebene
U
U
U
U
1. Bohrung: Mitte 2. Achse
Q269 (absolut): Mittel-
punkt der ersten Bohrung in der Nebenachse der
Bearbeitungsebene
U
U
U
U
2. Bohrung: Mitte 1. Achse
Q270 (absolut): Mittel-
punkt der zweiten Bohrung in der Hauptachse der
Bearbeitungsebene
U
U
U
U
2. Bohrung: Mitte 2. Achse
Q271 (absolut): Mittel-
punkt der zweiten Bohrung in der Nebenachse der
Bearbeitungsebene
U
U
U
U
Messhöhe in der Tastsystem-Achse
Q261 (absolut):
Koordinate des Kugelzentrums (=Berührpunkt) in der
Tastsystem-Achse, auf der die Messung erfolgen soll
U
U
U
U
Sichere Höhe
Q260 (absolut): Koordinate in der Tast-
system-Achse, in der keine Kollision zwischen Tast-
system und Werkstück (Spannmittel) erfolgen kann
U
U
U
U
Voreinstellung Grunddrehung
Q307 (absolut): Wenn
sich die zu messende Schieflage nicht auf die Haupt-
achse, sondern auf eine beliebige Gerade beziehen
soll, Winkel der Bezugsgeraden eingeben. Die TNC
ermittelt dann für die Grunddrehung die Differenz aus
dem gemessenen Wert und dem Winkel der Bezugs-
geraden
Beispiel: NC-Sätze
5 T CH PR O BE 40 1 R O T 2 B O HR U NG E N
Q2 6 8= - 37 ;1 . M I TT E 1 . A C HS E
Q2 6 9= + 12 ;1 . M I TT E 2 . A C HS E
Q2 7 0= + 75 ;2 . M I TT E 1 . A C HS E
Q 2 71 = +2 0 ; 2 . M IT T E 2 . A CH S E
Q2 6 1= - 5 ;M E SS H OE H E
Q2 6 0= + 20 ;S I CH E RE HO E HE
Q 3 07 = +0 ; V OR E IN S T. G RU N DD R .