6 zyklen zum abz eilen – HEIDENHAIN TNC 426 (280 474) Benutzerhandbuch
Seite 249
233
HEIDENHAIN TNC 426, TNC 430
Beachten Sie vor dem Programmieren
Mit Zyklus 30 können Sie Digitalisierdaten und PNT-
Dateien abarbeiten.
Wenn Sie PNT-Dateien abarbeiten, in denen keine
Spindelachsen-Koordinate steht, ergibt sich die Frästiefe
aus dem programmierten MIN-Punkt der Spindelachse.
ú
PGM Name Digitalisierdaten: Name der Datei einge-
ben, in der die Digitalisierdaten gespeichert sind;
wenn die Datei nicht im aktuellen Verzeichnis steht,
kompletten Pfad eingeben. Wenn Sie eine Punkte-
Tabelle abarbeiten wollen, zusätzlich noch den Datei-
typ .PNT angeben
ú
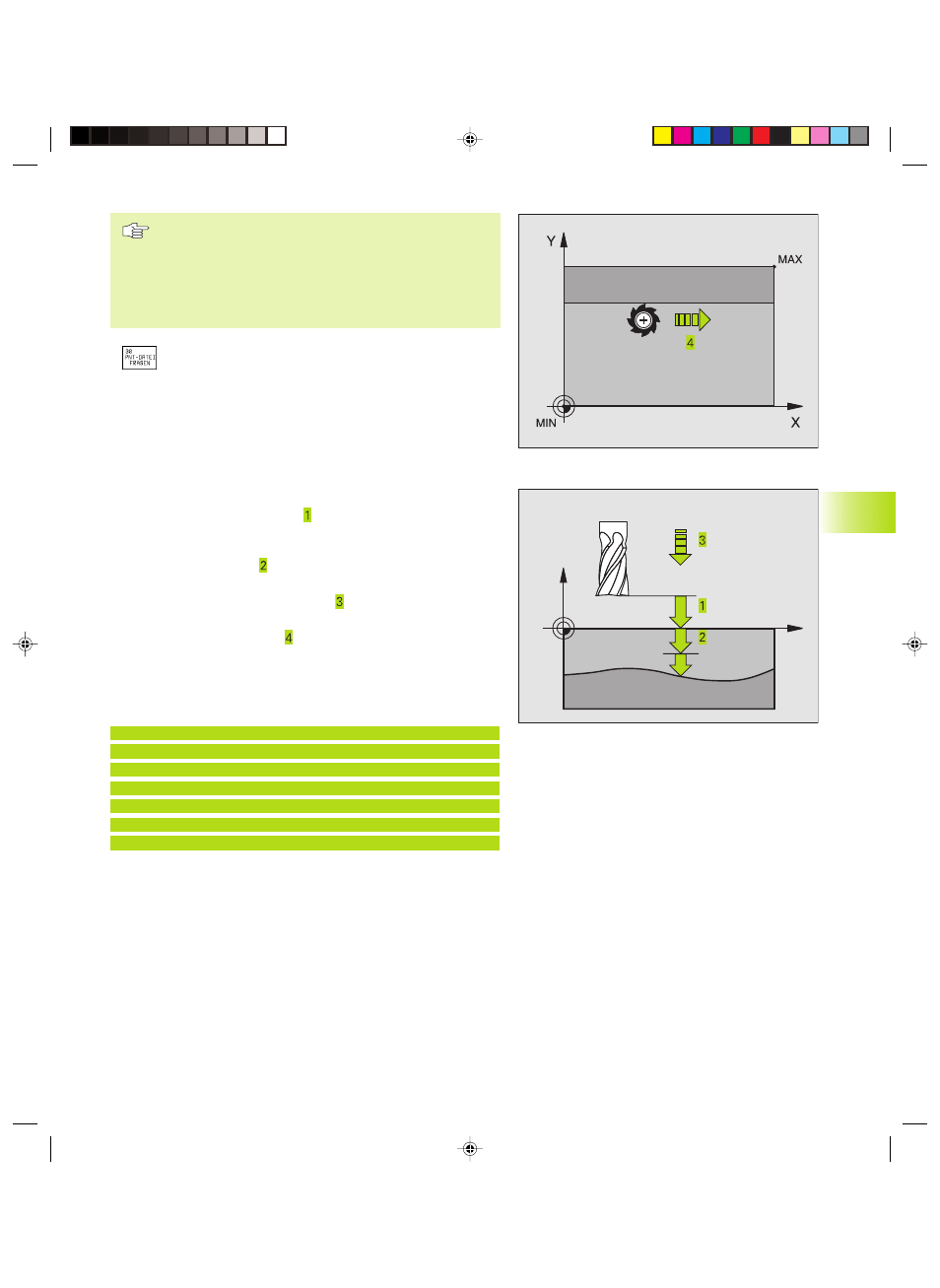
MIN-Punkt Bereich: Minimal-Punkt (X-, Y- und Z-Koor-
dinate) des Bereichs, in dem gefräst werden soll
ú
MAX-Punkt Bereich: Maximal-Punkt (X-, Y- und Z-
Koordinate) des Bereichs, in dem gefräst werden soll
ú
Sicherheits-Abstand (inkremental): Abstand zwi-
schen Werkzeugspitze und Werkstück-Oberfläche bei
Eilgang-Bewegungen
ú
Zustell-Tiefe (inkremental): Maß, um welches das
Werkzeug jeweils zugestellt wird
ú
Vorschub Tiefenzustellung : Verfahrgeschwindigkeit
des Werkzeugs beim Eintauchen in mm/min
ú
Vorschub Fräsen
: Verfahrgeschwindigkeit des
Werkzeugs beim Fräsen in mm/min
ú
Zusatz-Funktion M: Optionale Eingabe einer Zusatz-
Funktion, z.B. M13
NC-Beispielsätze:
64 CYCL DEF 30.0 DIGIDATEN ABARBEITEN
65 CYCL DEF 30.1 PGM DIGIT.: BSP.H
66 CYCL DEF 30.2 X+0 Y+0 Z-20
67 CYCL DEF 30.3 X+100 Y+100 Z+0
68 CYCL DEF 30.4 ABST 2
69 CYCL DEF 30.5 ZUSTLG +5 F100
70 CYCL DEF 30.6 F350 M8
X
Z
8.6 Zyklen zum
Abz
eilen
KKAP8.PM6
28.06.2006, 12:42
233