Definition eines normierten vektors – HEIDENHAIN iTNC 530 (340 49x-06) Benutzerhandbuch
Seite 491
HEIDENHAIN iTNC 530
491
12.6 Dr
eidimensionale W
e
rk
z
e
ug-K
o
rr
ekt
ur (Sof
tw
ar
e-Option 2)
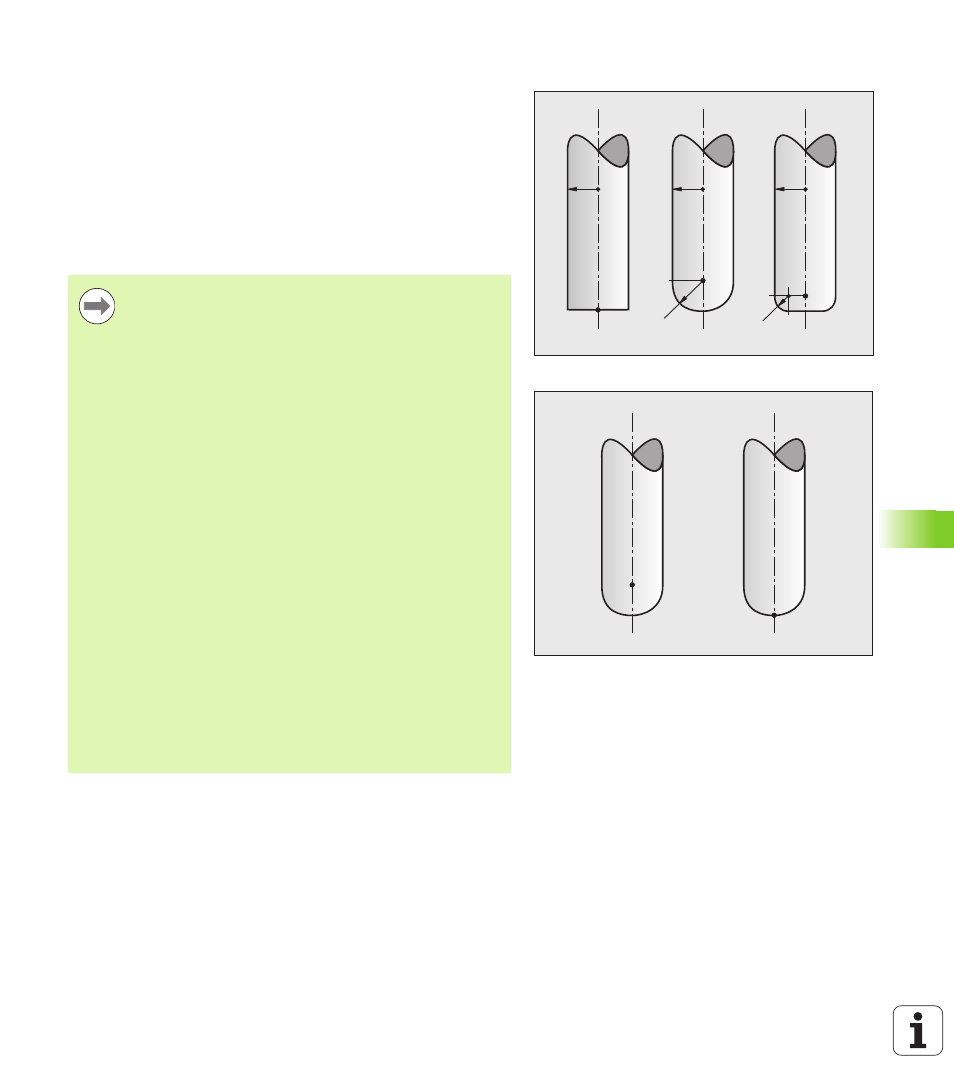
Definition eines normierten Vektors
Ein normierter Vektor ist eine mathematische Größe, die einen Betrag
von 1 und eine beliebige Richtung hat. Bei LN-Sätzen benötigte die
TNC bis zu zwei normierte Vektoren, einen um die Richtung der
Flächennormalen und einen weiteren (optionalen), um die Richtung
der Werkzeug-Orientierung zu bestimmen. Die Richtung der
Flächennormalen ist durch die Komponenten NX, NY und NZ
festgelegt. Sie weist beim Schaft- und Radiusfräser senkrecht von der
Werkstück-Oberfläche weg hin zum Werkzeug-Bezugspunkt P
T
, beim
Eckenradiusfräser durch P
T
‘ bzw. P
T
(Siehe Bild). Die Richtung der
Werkzeug-Orientierung ist durch die Komponenten TX, TY und TZ
festgelegt
PT
R
R
R
R2
PT
PT
R2
PT'
P
T
P
SP
Die Koordinaten für die Position X,Y, Z und für die
Flächennormalen NX, NY, NZ, bzw. TX, TY, TZ, müssen im
NC-Satz die gleiche Reihenfolge haben.
Im LN-Satz immer alle Koordinaten und alle
Flächennormalen angeben, auch wenn sich die Werte im
Vergleich zum vorherigen Satz nicht geändert haben.
TX, TY und TZ muss immer mit Zahlenwerten definiert
sein. Q-Parameter sind nicht erlaubt.
Normalenvektoren grundsätzlich immer auf 7
Nachkommastellen berechnen und ausgeben, um
Vorschubeinbrüche während der Bearbeitung zu
vermeiden.
Die 3D-Korrektur mit Flächennormalen ist für
Koordinatenangaben in den Hauptachsen X, Y, Z gültig.
Wenn Sie ein Werkzeug mit Übermaß (positive
Deltawerte) einwechseln, gibt die TNC eine
Fehlermeldung aus. Die Fehlermeldung können Sie mit
der M-Funktion M107 unterdrücken (siehe
„Voraussetzungen für NC-Sätze mit Flächennormalen-
Vektoren und 3D-Korrektur”, Seite 190).
Die TNC warnt nicht mit einer Fehlermeldung, wenn
Werkzeug-Übermaße die Kontur verletzen würden.
Über den Maschinen-Parameter 7680 legen Sie fest, ob
das CAM-System die Werkzeug-Länge über
Kugelzentrum P
T
oder Kugelsüdpol P
SP
korrigiert hat
(siehe Bild).