Tabelle für das schneiden, Abgeschirmte 60 a-maschinen-verschleißteile, Powermax1000 – Hypertherm Powermax1000 Rev.1 Benutzerhandbuch
Seite 53
BEDIENUNG
4-14
powermax1000
Betriebsanleitung
Tabelle für das Schneiden
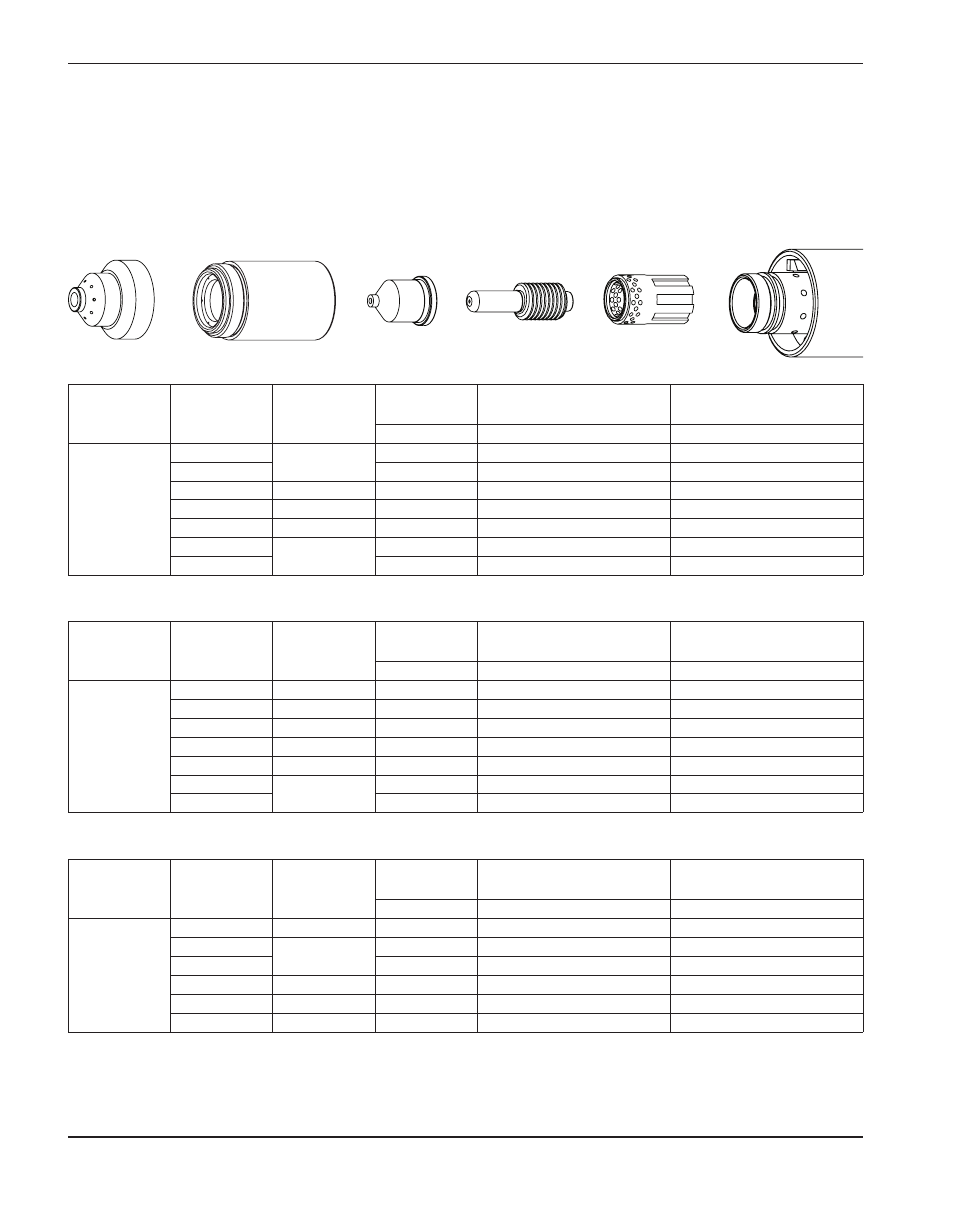
Abgeschirmte 60 A-Maschinen-Verschleißteile
• Der Abstand zwischen Brenner und Werkstück beträgt für alle Schnitte 1,5 mm.
Brennerkappe
120928
Düse
120931
Elektrode
120926
Wirbelring
120925
T60M
Brenner
Schutzschild
120930
Bei den maximalen Vorschubgeschwindigkeiten handelt es sich um die schnellstmöglichen Vorschubgeschwindigkeiten zum
Schneiden von Material, ohne Rücksicht auf die Schnittqualität. Die optimalen Vorschubgeschwindigkeiten bieten den besten
Schnittwinkel, die geringste Bartbildung und die beste Schnittkantenoberfläche. Es ist zu bedenken, dass die Tabellen für
das Schneiden dazu vorgesehen sind, einen guten Startpunkt für jede einzelne Schneidaufgabe zu bieten.
Jede
Schneidanlage erfordert eine Feineinstellung für den jeweiligen Schneideinsatz, um die gewünschte Schnittqualität zu erlangen.
Unlegierter Stahl
Lichtbogen-
Strom
Lichtbogen-
Spannung
Lochstech-
verzögerung
Blechdicke
Maximale
Schneidgeschwindigkeiten
Optimale
Schneidgeschwindigkeiten
mm
mm/min
mm/min
60
134
0
1,5
15926
12751
134
3,4
6706
5359
138
0,25
6,4
3353
2184
141
0,75
9,5
1600
1041
141
1,50
12,7
1067
686
147
—
15,9
787
508
153
19,0
559
356
Legierter Stahl
Aluminium
Lichtbogen-
Strom
Lichtbogen-
Spannung
Lochstech-
verzögerung
Blechdicke
Maximale
Schneidgeschwindigkeiten
Optimale
Schneidgeschwindigkeiten
mm
mm/min
mm/min
60
134
0
1,5
15875
10312
136
0,25
3,4
6198
4039
139
0,50
6,4
2794
1829
145
0,75
9,5
1346
864
146
2,00
12,7
889
584
149
—
15,9
660
432
154
19,0
457
305
Lichtbogen-
Strom
Lichtbogen-
Spannung
Lochstech-
verzögerung
Blechdicke
Maximale
Schneidgeschwindigkeiten
Optimale
Schneidgeschwindigkeiten
mm
mm/min
mm/min
60
135
0
1,6
16916
10998
138
0,25
3,2
10160
6604
141
6,4
3683
2388
146
0,75
9,5
1880
1219
149
1,50
12,7
1295
762
153
—
15,9
838
533