Seite 113 – HEIDENHAIN iTNC 530 (340 49x-06) Pilot Benutzerhandbuch
Seite 113
113
Bearbei
tung
en d
e
finier
en
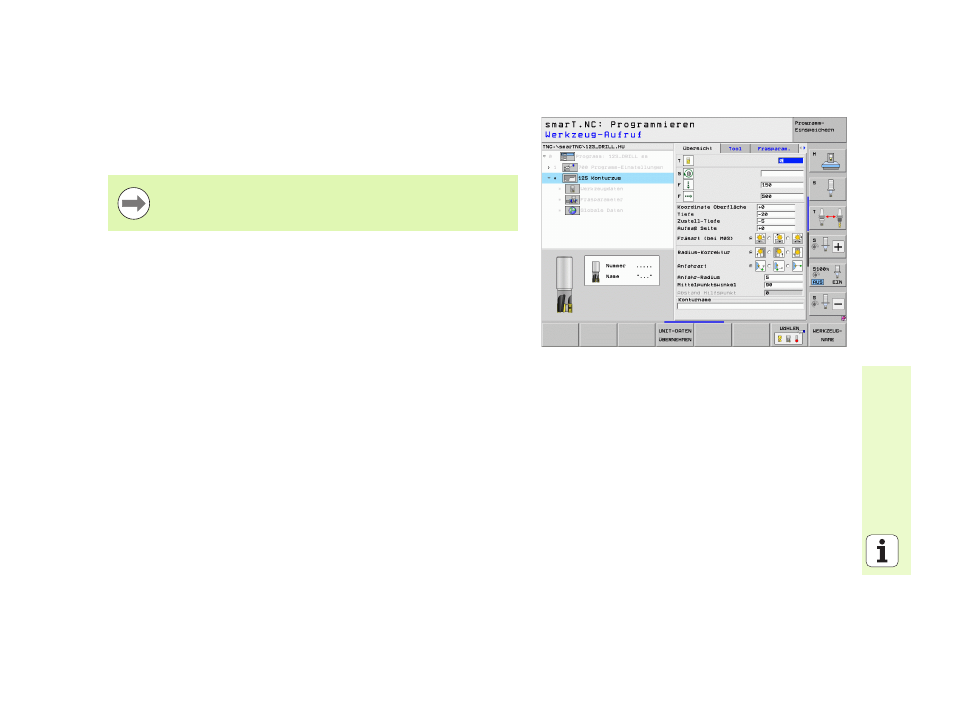
Unit 125 Konturzug
Mit dem Konturzug lassen sich offene und geschlossene Konturen
bearbeiten, die Sie in einem .HC-Programm definiert, oder mit dem DXF-
Konverter erzeugt haben.
Parameter im Formular Übersicht:
U
T
: Werkzeug-Nummer oder -Name (per Softkey umschaltbar)
U
S
: Spindeldrehzahl [U/min] oder Schnittgeschwindigkeit [m/min]
U
F
: Vorschub Tiefenzustellung [mm/min], FU [mm/U] oder FZ [mm/Zahn]
U
F
: Fräsvorschub [mm/min], FU [mm/U] oder FZ [mm/Zahn]
U
Koordinate Oberfläche
: Koordinate der Werkstück-Oberfläche, auf die
sich eingegebene Tiefen beziehen
U
Tiefe
: Frästiefe
U
Zustell-Tiefe
: Maß, um welches das Werkzeug jeweils zugestellt
wird
U
Aufmaß Seite
: Schlichtaufmaß
U
Fräsart
: Gleichlauffräsen, Gegenlauffräsen oder Pendelbearbeitung
U
Radius-Korrektur
: Die Kontur linkskorrigiert, rechtskorrigiert oder
unkorrigiert bearbeiten
U
Anfahrart
: Tangentiales Anfahren auf einem Kreisbogen oder
tangentiales Anfahren auf einer Geraden oder senkrecht auf die Kontur
anfahren
U
Anfahr-Radius
(nur wirksam, wenn tangentiales Anfahren auf einem
Kreisbogen gewählt ist): Radius des Einfahrkreises
Start- und Endpunkt der Kontur so wählen, das genügend
Platz für An- und Wegfahrbewegungen vorhanden ist!