HEIDENHAIN iTNC 530 (340 49x-06) Pilot Benutzerhandbuch
Seite 155
Advertising
155
Bearbei
tungspositio
nen
defi
nier
en
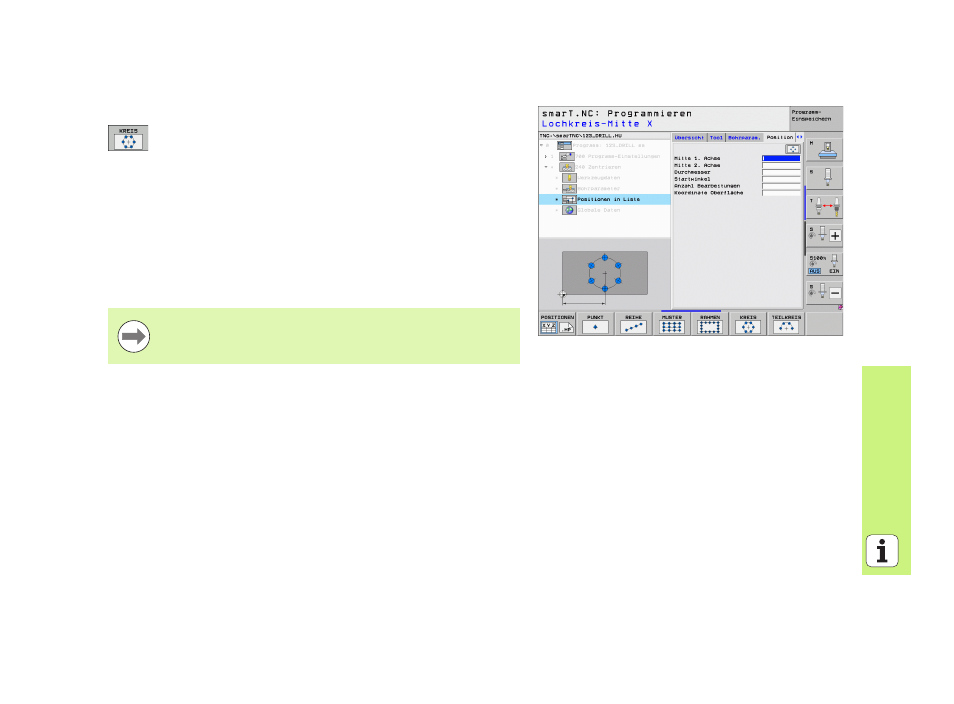
Vollkreis
U
Mitte 1. Achse
: Koordinate des Kreis-Mittelpunktes
1
in der
Hauptachse der Bearbeitungsebene
U
Mitte 2. Achse
: Koordinate des Kreis-Mittelpunktes
2
in der
Nebenachse der Bearbeitungsebene
U
Durchmesser
: Durchmesser des Lochkreises
U
Startwinkel
: Polarwinkel der ersten Bearbeitungsposition.
Bezugsachse: Hauptachse der aktiven Bearbeitungsebene
(z.B. X bei Werkzeug-Achse Z). Wert positiv oder negativ
eingebbar
U
Anzahl Bearbeitungen
: Gesamtanzahl der
Bearbeitungspositionen auf dem Kreis
U
Koordinate Oberfläche
: Koordinate Werkstück-Oberfläche
smarT.NC berechnet den Winkelschritt zwischen zwei
Bearbeitungspositionen immer aus 360° dividiert durch die
Anzahl der Bearbeitungen.
Advertising
Dieses Handbuch ist für die folgenden Produkte bezogen werden: