Zyklusablauf, Beim programmieren beachten, Option 17) – HEIDENHAIN TNC 620 (34056x-04) Cycle programming Benutzerhandbuch
Seite 297
GRUNDDREHUNG über eine Drehachse kompensieren (Zyklus 403,
DIN/ISO: G403, Software-Option 17)
14.5
14
TNC 620 | Benutzer-Handbuch Zyklenprogrammierung | 3/2013
297
14.5
GRUNDDREHUNG über eine
Drehachse kompensieren (Zyklus 403,
DIN/ISO: G403, Software-Option 17)
Zyklusablauf
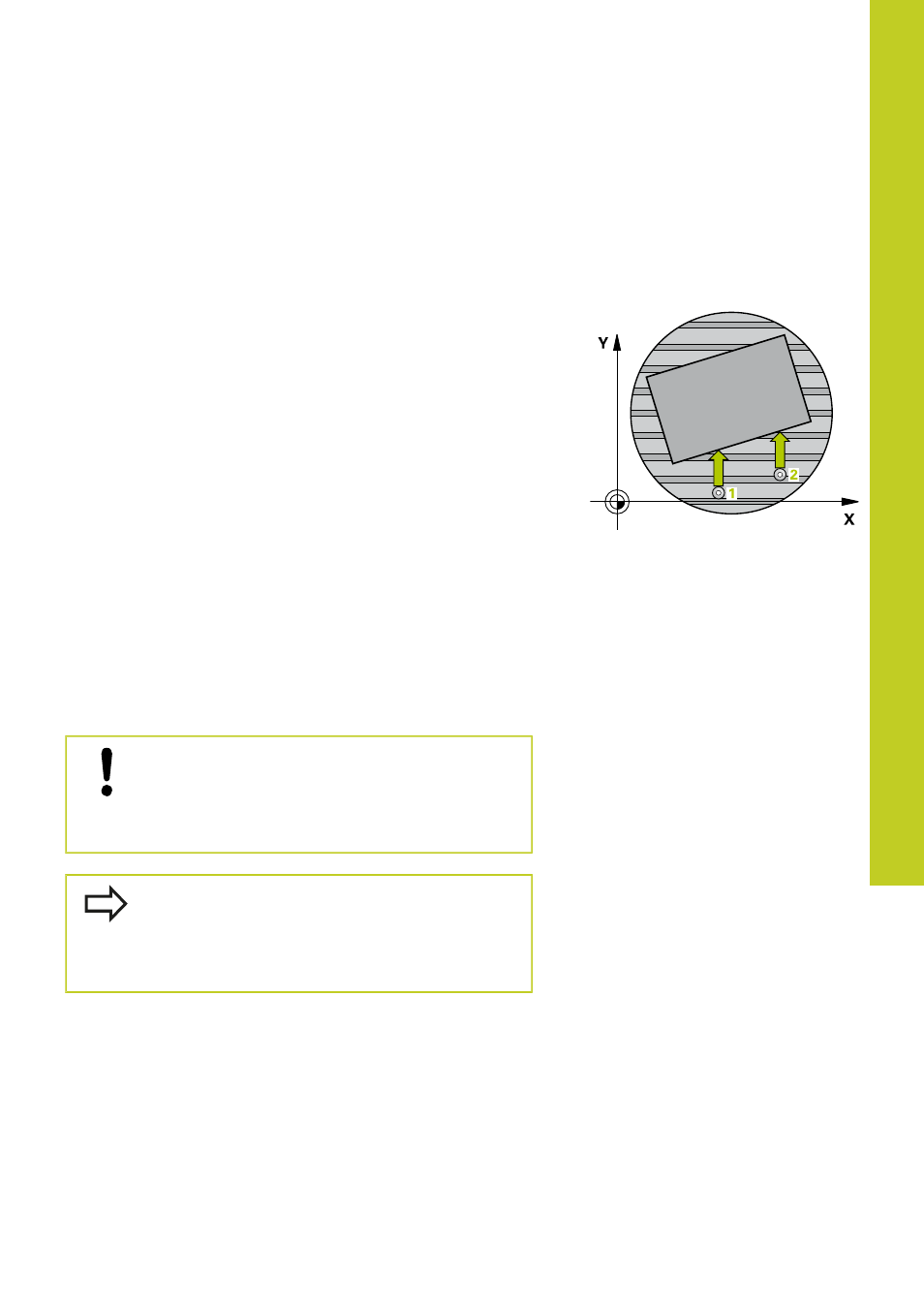
Der Tastsystem-Zyklus 403 ermittelt durch Messung zweier
Punkte, die auf einer Gerade liegen müssen, eine Werkstück-
Schieflage. Die ermittelte Werkstück-Schieflage kompensiert die
TNC durch Drehung der A-, B- oder C-Achse. Das Werkstück darf
dabei beliebig auf dem Rundtisch aufgespannt sein.
1 Die TNC positioniert das Tastsystem mit Eilvorschub (Wert aus
Spalte
FMAX) und mit Positionierlogik (siehe "Tastsystemzyklen
abarbeiten", Seite 282) zum programmierten Antastpunkt
1
. Die
TNC versetzt dabei das Tastsystem um den Sicherheits-Abstand
entgegen der festgelegten Verfahrrichtung
2 Anschließend fährt das Tastsystem auf die eingegebene
Messhöhe und führt den ersten Antast-Vorgang mit Antast-
Vorschub (Spalte
F) durch
3 Anschließend fährt das Tastsystem zum nächsten Antastpunkt
2
und führt den zweiten Antast-Vorgang durch
4 Die TNC positioniert das Tastsystem zurück auf die Sichere
Höhe und positioniert die im Zyklus definierte Drehachse um
den ermittelten Wert. Optional können Sie die Anzeige nach
dem Ausrichten auf 0 setzen lassen
Beim Programmieren beachten!
Achtung Kollisionsgefahr!
Die TNC führt nun keine Sinnigkeitsprüfung in Bezug
auf Antast-Positionen und Ausgleichsachse mehr
durch. Dadurch können ggf. Ausgleichsbewegung
entstehen, die um 180° versetzt sind.
Vor der Zyklus-Definition müssen Sie einen
Werkzeug-Aufruf zur Definition der Tastsystem-Achse
programmiert haben.
Die TNC speichert den ermittelten Winkel auch im
Parameter
Q150 ab.