Zyklusparameter – HEIDENHAIN TNC 620 (34056x-04) Cycle programming Benutzerhandbuch
Seite 340
Tastsystemzyklen: Bezugspunkte automatisch erfassen
15.9 BEZUGSPUNKT ECKE INNEN (Zyklus 415, DIN/ISO: G415,
Software-Option 17)
15
340
TNC 620 | Benutzer-Handbuch Zyklenprogrammierung | 3/2013
Vor der Zyklus-Definition müssen Sie einen
Werkzeug-Aufruf zur Definition der Tastsystem-Achse
programmiert haben.
Die TNC misst die erste Gerade immer in Richtung
der Nebenachse der Bearbeitungsebene.
Zyklusparameter
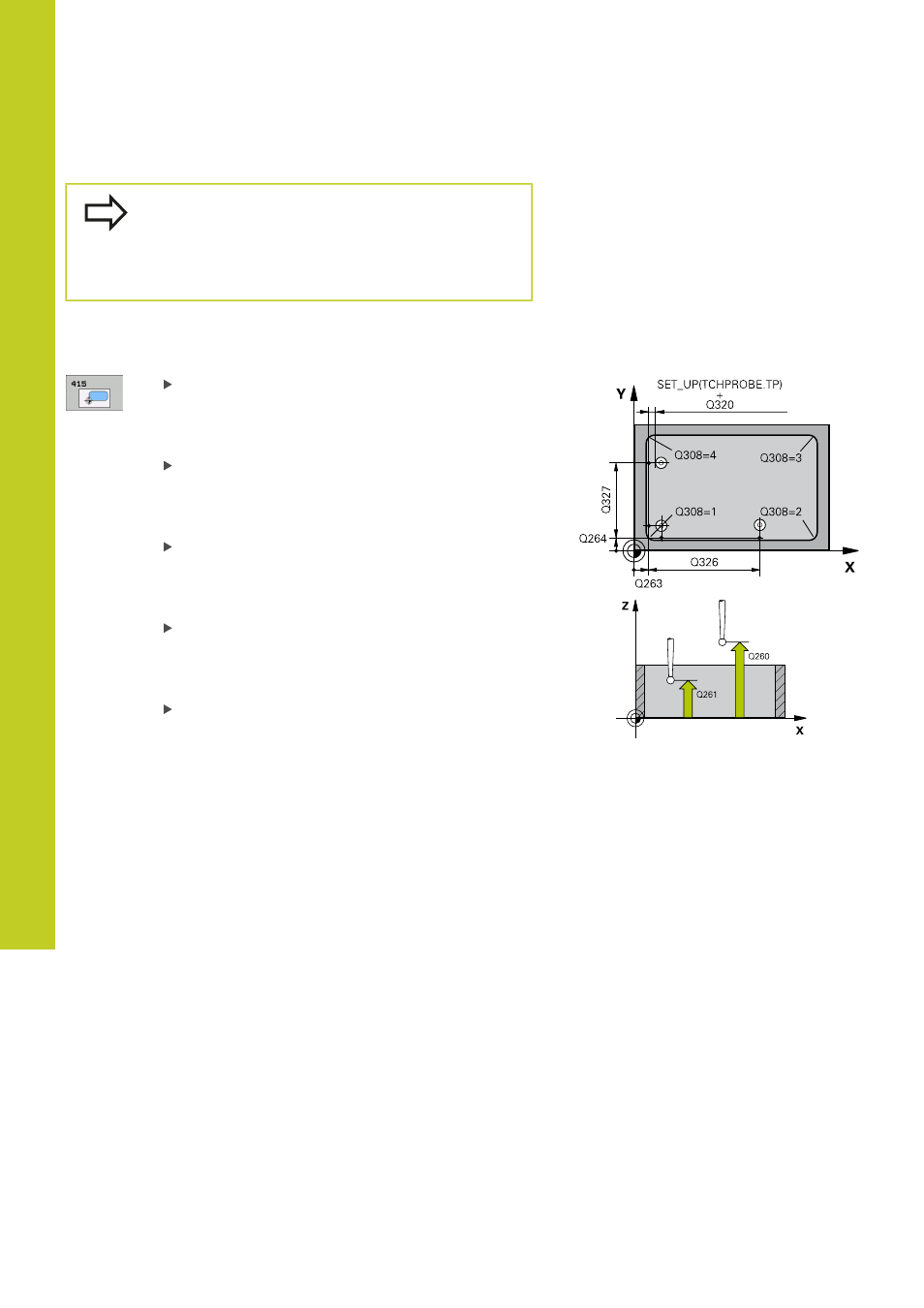
1. Messpunkt 1. Achse Q263 (absolut): Koordinate
des ersten Antastpunktes in der Hauptachse der
Bearbeitungsebene. Eingabebereich -99999,9999
bis 99999,9999
1. Messpunkt 2. Achse Q264 (absolut): Koordinate
des ersten Antastpunktes in der Nebenachse der
Bearbeitungsebene. Eingabebereich -99999,9999
bis 99999,9999
Abstand 1. Achse Q326 (inkremental): Abstand
zwischen erstem und zweitem Messpunkt in der
Hauptachse der Bearbeitungsebene. Eingabebereich
0 bis 99999,9999
Abstand 2. Achse Q327 (inkremental): Abstand
zwischen drittem und viertem Messpunkt
in der Nebenachse der Bearbeitungsebene.
Eingabebereich 0 bis 99999,9999
Ecke Q308: Nummer der Ecke, an der die TNC den
Bezugspunkt setzen soll. Eingabebereich 1 bis 4