100 a, H35 und n, Schneiden von rostfreiem stahl – Hypertherm HD3070 Plasma Arc Cutting System w/ Manual Gas Console Benutzerhandbuch
Seite 101: Plasmagas: h35 und n, Sekundärgas: n
Schneiden von rostfreiem Stahl
Plasmagas: H35 und N
2
Sekundärgas: N
2
Lichtbogenstrom: 100 A
BEDIENUNG
4-32
HD3070
mit manueller Gaskonsole Betriebsanleitung
SCHNEIDEN
12/3/98
Testlauf
Test-Vorströmungs- *
Durchflußraten %
Durchflußraten %
Lichtbogen
Abstand
Anfangshöhe
Plasma
Sekundär
Vorströmung
Spannung
Brenner zum
Schneid-
für das
Lochstech-
Materialdicke
H35
N
2
N
2
N
2
N
2
N
2
Kupplungtyp
Werkstück**
geschwindigkeit
Lochstechen Verzögerung
(Zoll)
(mm)
(blau)
(blau)
(blau)
(V)
(mm)
(m/min.)
(mm)
(Skala) (sek.)
1⁄4
6,4
30
30
60
60
45
45
134
3,0
1,9
5,1
0
0,1
3⁄8
9,5
30
30
144
3,8
1,6
5,1
0,5
0,2
1⁄2
12,7
40
50
160
6,4
1,1
7,6
1
0,3
Die Gaseinlaßdrücke für H35 und N
2
müssen für alle Blechdicken zwischen 7,2 und 9,2 bar liegen.
Das H35 muß über eine Reinheit von mindestens 99,995 % verfügen.
Die H35-Durchflußmenge muß 40 l/min bei Skalenendwert betragen.
** Die Brennerabstandstoleranzen betragen ± 0,125 mm. Beim Einsatz einer Brennerhöhensteuerung betragen
die Toleranzen ±1 V.
Wenn das Teil nicht vollständig vom Abfallteil abgeschnitten wird, sollte versucht werden, die Ausleitung zu
modifizieren. Schnitt vor Ende des Teils anhalten, und zwar 1,3 mm bei Blechen von 6,4 und 9,5 mm Dicke sowie
2,5 mm bei Blechen mit 12,7 mm Dicke. Während der Absenkung des Stroms und der Gase wird dann der Schnitt
vervollständigt. Wenn sich das Programm nicht modifizieren läßt, Schneidgeschwindigkeit verringern und keine
Ausleitung vornehmen.
CCW-Verschleißteile (entgegen dem Uhrzeigersinn) sind für spiegelbildliches Schneiden erhältlich. Siehe Abschnitt
6, Teileliste.
Sollten beim Schneidprozeß Schwierigkeiten auftreten und Durchflußraten suspekt erscheinen, siehe Abschnitt 5,
Wartung, Gegendruck-Prüfungen an der Gasanlage.
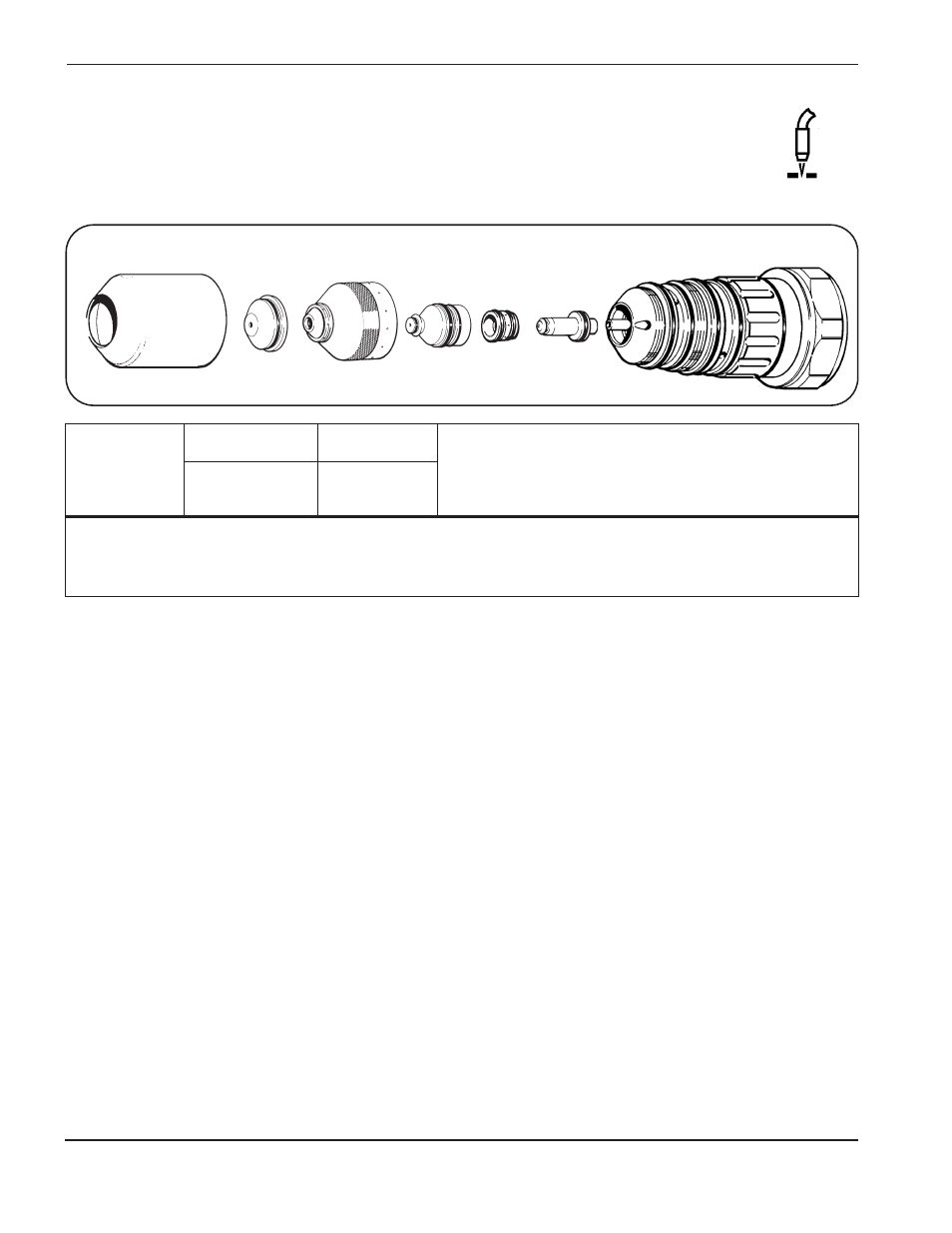
Schutzschild
120594
Düse
120591
Elektrode
120589
Brennerkappe
120592
Wirbelring
020590
Brenner PAC186
120349
Schutzkappe
020634/020687