Rostfreier stahl – 3 zoll unter wasser 200 a, Plasma / luft sekundär – Hypertherm MAX200 Hand Torch Plasma Arc Cutting System Benutzerhandbuch
Seite 100
15
OPERATION
4-40
MAX200
(Maschinenbrenner) Betriebsanleitung
3/16
1/8
3
125
130
3250
0,0
1/4
1/8
3
130
110
2750
0,5
3/8
1/8
3
135
85
2160
1,0
1/2
1/8
3
140
60
1520
2,0
5/8
,16
4
145
45
1140
2,0
3/4
3/16
5
145
30
800
2,5
5
3
1/8
125
3250
130
0,0
6
3
1/8
130
2750
110
0,5
10
3
1/8
135
2160
85
1,0
12
3
1/8
140
1520
60
2,0
15
4
,16
145
1140
45
2,0
20
5
3/16
145
800
30
2,5
70
28
2,3-2,6
3,5-3,7
132
4,8
60
34-38
50-54
280
Rostfreier Stahl – 3 Zoll unter Wasser
200 A
•
N
2
Plasma / Luft Sekundär
Diese Gaskombination wird benutzt, wenn die Schnittkantenqualität, Oberflächennitrierung und Oxidation
der Legierungselemente weniger wichtig sind. Die Elektroden-Lebensdauer ist bei Verwendung dieser
Kombination länger.
Plasmagas-Einlaßdruck auf 8,3 bar einstellen.
Schutzgas-Einlaßdruck auf 6,2 bar einstellen.
Bei 15 m langen Leitungen 0.34 Bar TEST-Druck für jede 15 m zusätzliche Leitungslänge aufschlagen.
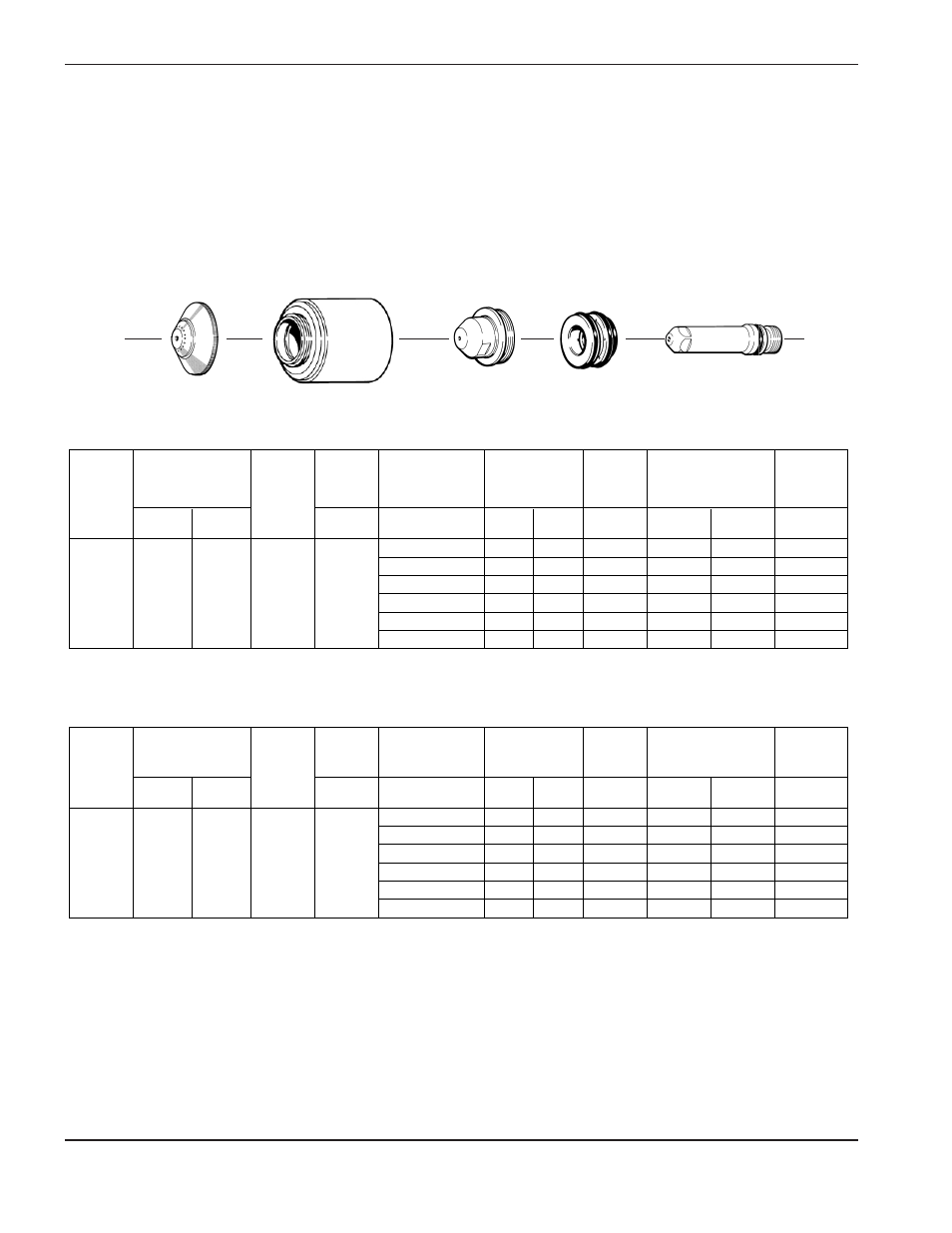
020424
Schutzschild
020608
Düse
020423
Brennerkappe
020415
Elektrode
020607
Wirbelring
Plasmagas-
durchfluss
%
(SCFH)
Plasmagas-
durchfluss
%
(l/min)
Sekundär-
gas-
durchfluss
%
(SCFH)
Sekundär-
gas-
durchfluss
%
(l/min)
Sekundär-
gasdruck
Sekundär-
gasdruck
Blechdicke
Blechdicke
Abstand Brenner
zum Werkstück
Abstand Brenner
zum Werkstück
Lichtbogen
Spannung
Schneid-
geschwindigkeit
Schneid-
geschwindigkeit
Bewegungs-
verzögerung
in etwa
Bewegungs-
verzögerung
in etwa
(Zoll)
(Zoll)
(Zoll)
(Zoll/min)
(Zoll/min)
(V)
Lichtbogen
Spannung
(V)
(sek.)
(sek.)
Plasmagasdruck
Plasmagasdruck
ENGLISCHES
METRISCHES
Test
(psi)
Run
(psi)
(psi)
(mm)
(mm/min)
Test
(bar)
Run
(bar)
(bar)
(mm)
(mm)
(mm/min)