Zyklusablauf, Seite 393 – HEIDENHAIN TNC 640 (34059x-01) Cycle programming Benutzerhandbuch
Seite 393
HEIDENHAIN TNC 640
393
15.7 Sc
hieflag
e
eines W
e
rk
stüc
ks über C-A
c
hse ausr
ic
ht
en (Zyklus 405,
DIN/ISO: G405)
15.7 Schieflage eines Werkstücks
über C-Achse ausrichten
(Zyklus 405, DIN/ISO: G405)
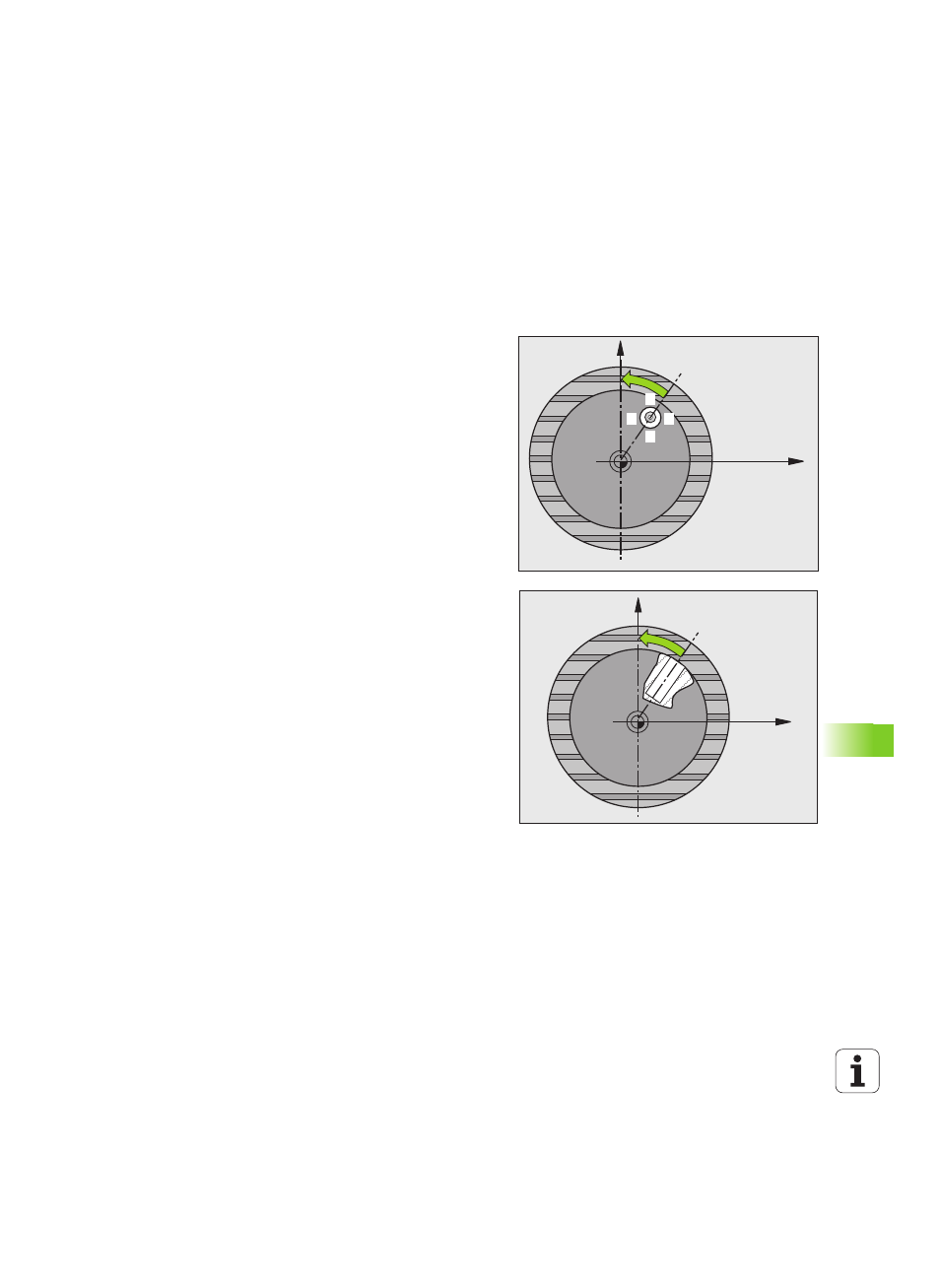
Zyklusablauf
Mit dem Tastsystem-Zyklus 405 ermitteln Sie
den Winkelversatz zwischen der positiven Y-Achse des aktiven
Koordinaten-Systems und der Mittellinie einer Bohrung oder
den Winkelversatz zwischen der Sollposition und der Istposition
eines Bohrungs-Mittelpunktes
Den ermittelten Winkelversatz kompensiert die TNC durch Drehung
der C-Achse. Das Werkstück darf dabei beliebig auf dem Rundtisch
aufgespannt sein, die Y-Koordinate der Bohrung muss jedoch positiv
sein. Wenn Sie den Winkelversatz der Bohrung mit Tastsystemachse
Y (Horizontale Lage der Bohrung) messen, kann es erforderlich sein,
den Zyklus mehrfach auszuführen, da durch die Messstrategie eine
Ungenauigkeit von ca. 1% der Schieflage entsteht.
1
Die TNC positioniert das Tastsystem mit Eilvorschub (Wert aus
Spalte FMAX) und mit Positionierlogik (siehe „Tastsystemzyklen
abarbeiten” auf Seite 373) zum Antastpunkt
1
. Die TNC berechnet
die Antastpunkte aus den Angaben im Zyklus und dem Sicherheits-
Abstand aus der Spalte SET_UP der Tastsystem-Tabelle
2
Anschließend fährt das Tastsystem auf die eingegebene
Messhöhe und führt den ersten Antast-Vorgang mit Antast-
Vorschub (Spalte F) durch. Die TNC bestimmt die Antast-Richtung
automatisch in Abhängigkeit vom programmierten Startwinkel
3
Danach fährt das Tastsystem zirkular, entweder auf Messhöhe
oder auf Sicherer Höhe, zum nächsten Antastpunkt
2
und führt
dort den zweiten Antast-Vorgang durch
4
Die TNC positioniert das Tastsystem zum Antastpunkt
3
und
danach zum Antastpunkt
4
und führt dort den dritten bzw. vierten
Antast-Vorgang durch und positioniert das Tastsystem auf die
ermittelte Bohrungsmitte
5
Abschließend positioniert die TNC das Tastsystem zurück auf die
Sichere Höhe und richtet das Werkstück durch Drehung des
Rundtisches aus. Die TNC dreht dabei den Rundtisch so, dass der
Bohrungs-Mittelpunkt nach der Kompensation - sowohl bei
vertikaler als auch bei horizontaler Tastsystemachse - In Richtung
der positiven Y-Achse, oder auf der Sollposition des Bohrungs-
Mittelpunktes liegt. Der gemessene Winkelversatz steht
zusätzlich noch im Parameter Q150 zur Verfügung
X
Y
1
2
4
3
X
Y