Werkzeug-einsatzprüfung, 2 w e rk z e ug-d a te n – HEIDENHAIN iTNC 530 (606 42x-01) ISO programming Benutzerhandbuch
Seite 177
HEIDENHAIN iTNC 530
177
5.2 W
e
rk
z
e
ug-D
a
te
n
Werkzeug-Einsatzprüfung
Um eine Werkzeug-Einsatzprüfung durchführen zu können, müssen
folgende Voraussetzungen erfüllt sein:
Bit2 des Maschinen-Parameters 7246 muss =1 gesetzt sein
Bearbeitungszeit ermitteln in der Betriebsart Programm-Test muss
aktiv sein
Das zu prüfende Klartext-Dialog-Programm muss in der Betriebsart
Programm-Test
vollständig simuliert worden sein
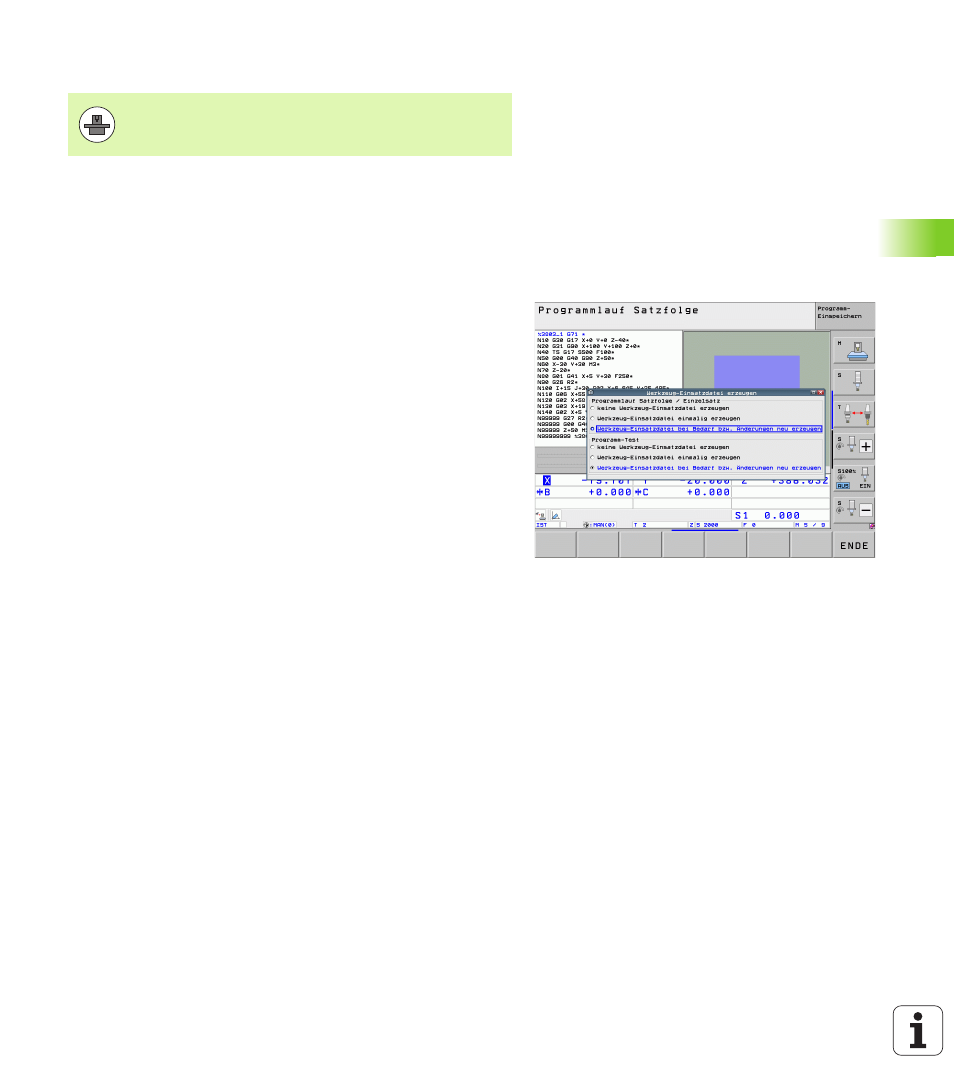
Einstellungen für die Werkzeug-Einsatzprüfung
Um das Verhalten der Werkzeug-Einsatzprüfung beeinflussen zu
können, steht ein Formular zur Verfügung, das Sie wie folgt aufrufen
können:
U
Betriebsart Programmlauf Einzelsatz oder Satzfolge wählen
U
Softkey Werkzeug-Einsatz drücken: Die TNC zeigt eine Softkey-
Leiste mit Funktionen zur Einsatz-Prüfung an
U
Softkey EINSTELLUNGEN drücken: Die TNC zeigt das Formular mit
den zur Verfügung stehen Einstellmöglichkeiten an
Folgende Einstellungen können Sie getrennt für Programmlauf
Satzfolge / Einzelsatz
und den Programm-Test vornehmen:
Einstellung keine Werkzeug-Einsatzdatei erzeugen:
Die TNC erstellt keine Werkzeug-Einsatzdatei
Einstellung Werkzeug-Einsatzdatei einmalig erzeugen:
Die TNC erzeugt eine Werkzeug-Einsatzdatei einmalig mit dem
nächsten NC-Start bzw. Start der Simulation. Anschließend aktiviert
die TNC automatisch den Modus Keine Werkzeug-Einsatzdatei
erzeugen
um zu verhindern, dass mit weiteren NC-Starts die
Einsatzdatei überschrieben wird
Einstellung Werkzeug-Einsatzdatei bei Bedarf bzw. Änderungen
neu erzeugen
(Grundeinstellung):
Die TNC erzeugt eine Werkzeug-Einsatzdatei mit jedem NC-Start
bzw. mit jedem Start des Programm-Tests. Diese Einstellung stellt
sicher, dass die TNC nach Programm-Änderungen die Werkzeug-
Einsatzdatei auch neu erzeugt
Die Funktion Werkzeug-Einsatzprüfung muss vom
Maschinenhersteller freigegeben werden. Beachten Sie
Ihr Maschinenhandbuch.