2 nullpunkt-verschiebung (zyklus 7, din/iso: g54), Wirkung, Zyklusparameter – HEIDENHAIN TNC 620 (340 56x-02) Cycle programming Benutzerhandbuch
Seite 243: Seite 243
HEIDENHAIN TNC 620
243
1
1
.2 NULLPUNKT
-V
e
rsc
h
iebung (Zyklus 7
, DIN/ISO: G54)
11.2 NULLPUNKT-Verschiebung
(Zyklus 7, DIN/ISO: G54)
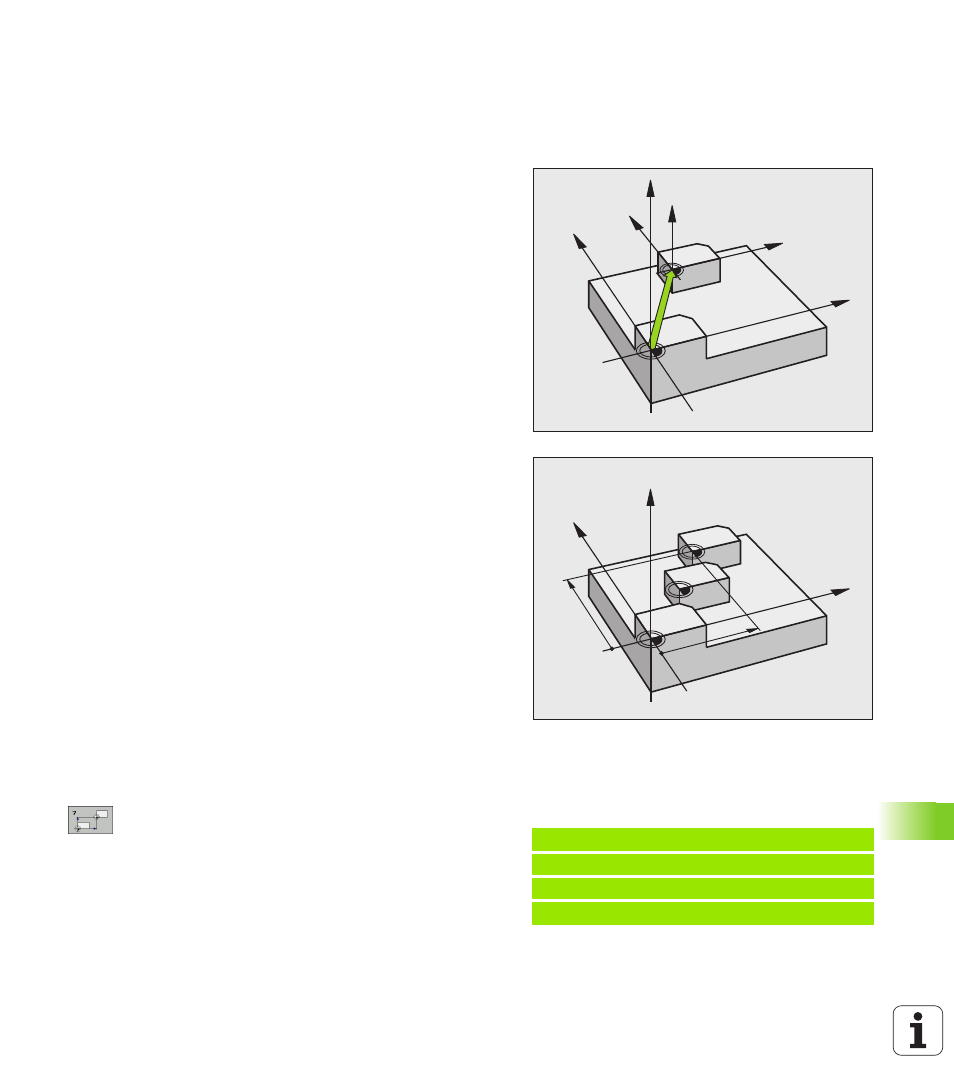
Wirkung
Mit der NULLPUNKT-VERSCHIEBUNG können Sie Bearbeitungen an
beliebigen Stellen des Werkstücks wiederholen.
Nach einer Zyklus-Definition NULLPUNKT-VERSCHIEBUNG beziehen
sich alle Koordinaten-Eingaben auf den neuen Nullpunkt. Die
Verschiebung in jeder Achse zeigt die TNC in der zusätzlichen Status-
Anzeige an. Die Eingabe von Drehachsen ist auch erlaubt.
Rücksetzen
Verschiebung zu den Koordinaten X=0; Y=0 etc. durch erneute
Zyklus-Definition programmieren
Aus der Nullpunkt-Tabelle Verschiebung zu den Koordinaten
X=0; Y=0 etc. aufrufen
Zyklusparameter
U
Verschiebung: Koordinaten des neuen Nullpunkts
eingeben; Absolutwerte beziehen sich auf den
Werkstück-Nullpunkt, der durch das Bezugspunkt-
Setzen festgelegt ist; Inkrementalwerte beziehen
sich immer auf den zuletzt gültigen Nullpunkt – dieser
kann bereits verschoben sein. Eingabe-Bereich bis zu
6 NC-Achsen, jeweils von -99999,9999 bis
99999,9999
Z
Z
X
X
Y
Y
Z
X
Y
X
Y
Beispiel: NC-Sätze
13 CYCL DEF 7.0 NULLPUNKT
14 CYCL DEF 7.1 X+60
16 CYCL DEF 7.3 Z-5
15 CYCL DEF 7.2 Y+40