Zusatz-funktionen für koordinatenangaben 10.3 – HEIDENHAIN TNC 620 (81760x-02) Benutzerhandbuch
Seite 369
Zusatz-Funktionen für Koordinatenangaben
10.3
10
TNC 620 | Benutzer-Handbuch HEIDENHAIN-Klartext-Dialog | 1/2015
369
Verhalten mit M92 – Maschinen-Bezugspunkt
Neben dem Maschinen-Nullpunkt kann
der Maschinenhersteller noch eine weitere
maschinenfeste Position (Maschinen-Bezugspunkt)
festlegen.
Der Maschinenhersteller legt für jede Achse
den Abstand des Maschinen-Bezugspunkts
vom Maschinen-Nullpunkt fest. Beachten Sie Ihr
Maschinenhandbuch!
Wenn sich die Koordinaten in Positioniersätzen auf den Maschinen-
Bezugspunkt beziehen sollen, dann geben Sie in diesen Sätzen
M92 ein.
Auch mit M91 oder M92 führt die TNC die
Radiuskorrektur korrekt aus. Die Werkzeuglänge wird
jedoch
nicht
berücksichtigt.
Wirkung
M91 und M92 wirken nur in den Programmsätzen, in denen M91
oder M92 programmiert ist.
M91 und M92 werden wirksam am Satz-Anfang.
Werkstück-Bezugspunkt
Wenn sich Koordinaten immer auf den Maschinen-Nullpunkt
beziehen sollen, dann kann das Bezugspunkt-Setzen für eine oder
mehrere Achsen gesperrt werden.
Wenn das Bezugspunkt-Setzen für alle Achsen gesperrt ist,
dann zeigt die TNC den Softkey
BEZUGSPUNKT SETZEN in der
Betriebsart
Manueller Betrieb nicht mehr an.
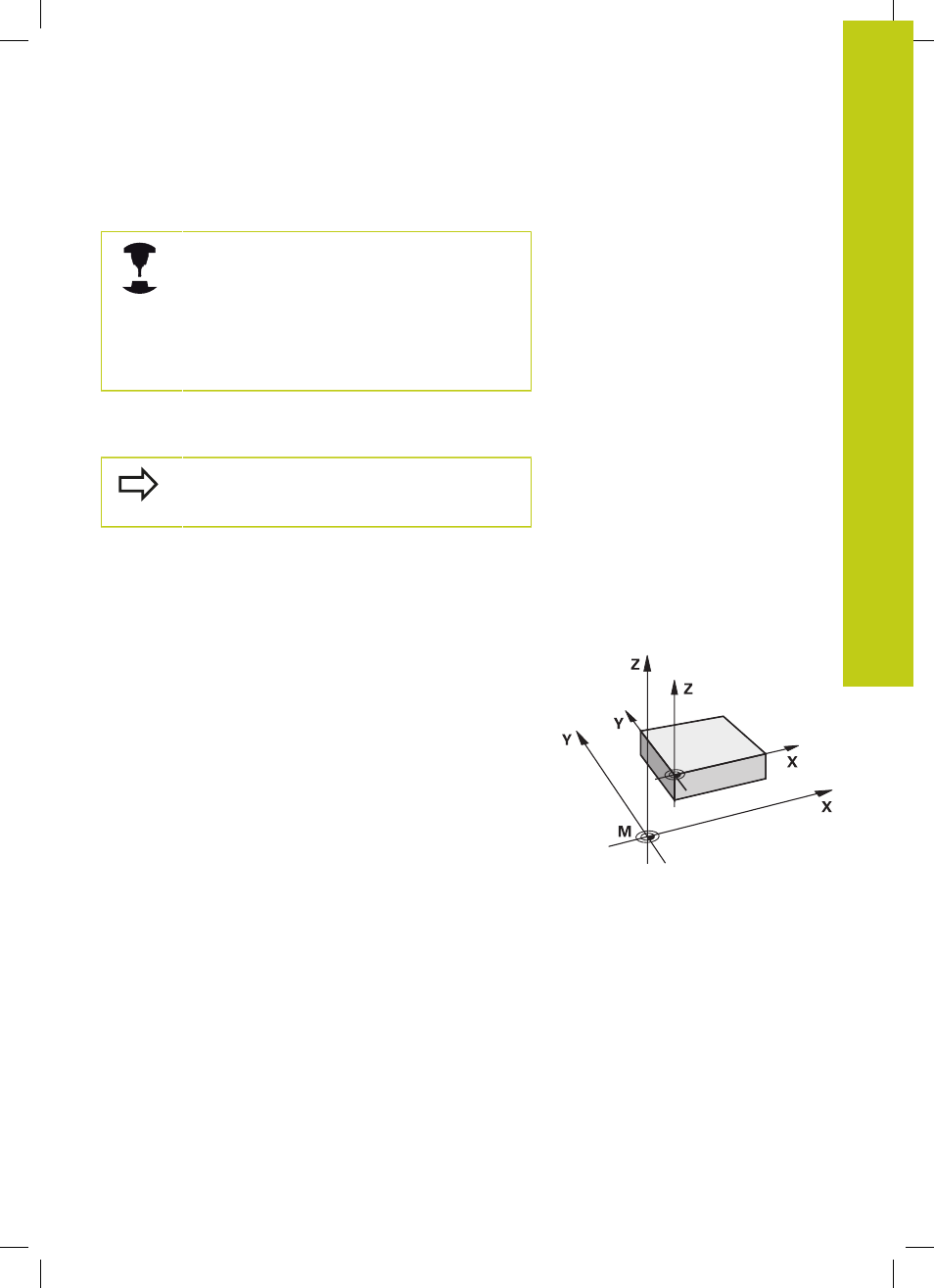
Das Bild zeigt Koordinatensysteme mit Maschinen- und Werkstück-
Nullpunkt.
M91/M92 in der Betriebsart Programm-Test
Um M91/M92-Bewegungen auch grafisch simulieren zu können,
müssen Sie die Arbeitsraum-Überwachung aktivieren und das
Rohteil bezogen auf den gesetzten Bezugspunkt anzeigen
lassen, siehe "Rohteil im Arbeitsraum darstellen (Option #20)",
Seite 546.