7 grundlagen, Wegmessgeräte und referenzmarken, Achsbezeichnungen – HEIDENHAIN SW 54843x-03 Benutzerhandbuch
Seite 45: 7 gr undlag en 1.7 grundlagen
HEIDENHAIN MANUALplus 620
45
1
.7 Gr
undlag
en
1.7
Grundlagen
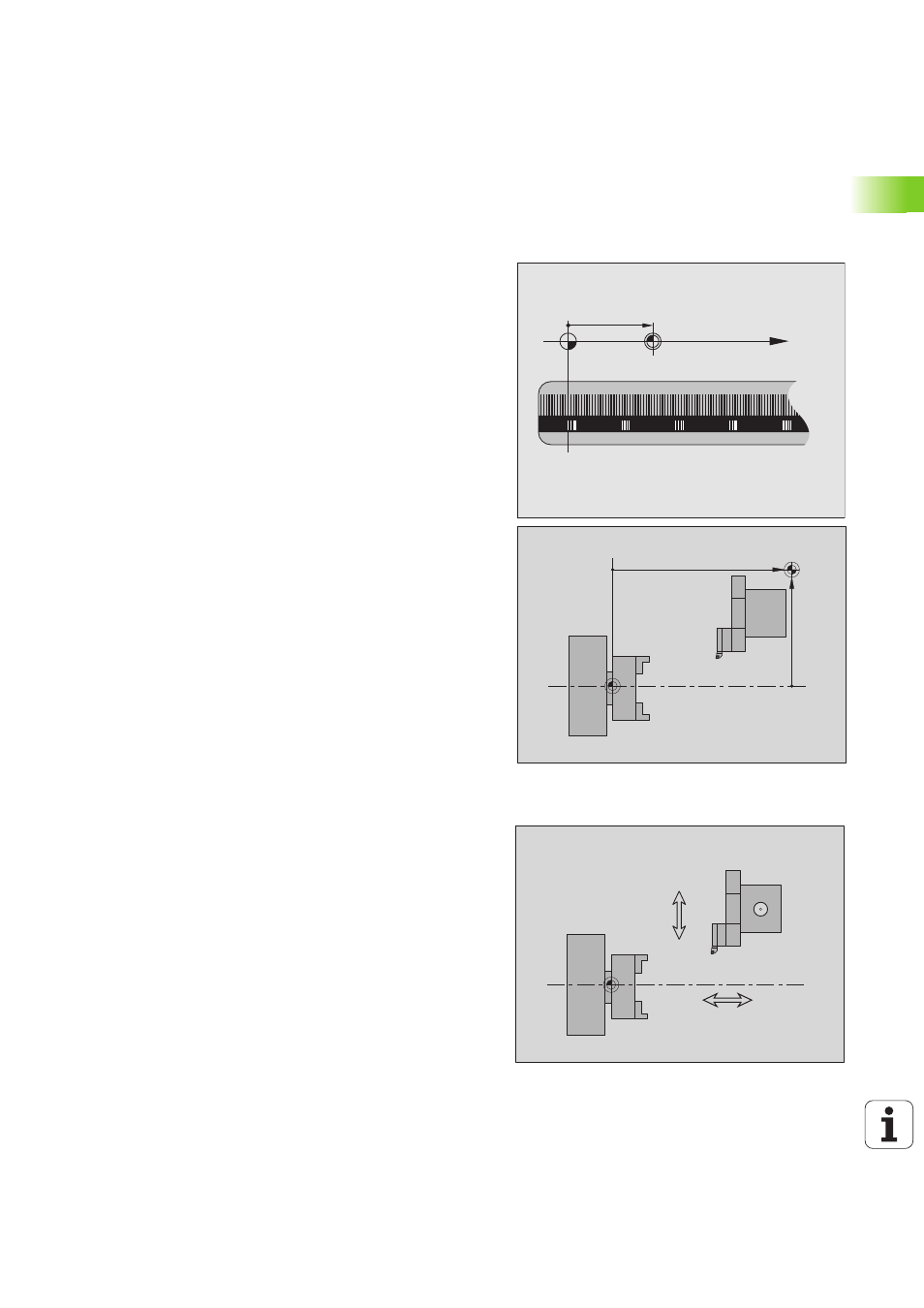
Wegmessgeräte und Referenzmarken
An den Maschinenachsen befinden sich Wegmessgeräte, die die
Positionen des Schlittens bzw. des Werkzeugs erfassen. Wenn sich
eine Maschinenachse bewegt, erzeugt das dazugehörige
Wegmessgerät ein elektrisches Signal, aus dem die Steuerung die
genaue Ist-Position der Maschinenachse errechnet.
Bei einer Stromunterbrechung geht die Zuordnung zwischen der
Maschinenschlitten-Position und der berechneten Ist-Position
verloren. Um diese Zuordnung wieder herzustellen, verfügen
inkrementale Wegmessgeräte über Referenzmarken. Beim
Überfahren einer Referenzmarke erhält die Steuerung ein Signal, das
einen maschinenfesten Bezugspunkt kennzeichnet. Damit kann die
MANUALplus die Zuordnung der Ist-Position zur aktuellen
Maschinenposition wieder herstellen.Bei Längenmessgeräten mit
abstandscodierten Referenzmarken müssen Sie die
Maschinenachsen maximal 20 mm verfahren, bei Winkelmessgeräten
um maximal 20°.
Bei inkrementalen Wegmessgeräten ohne Referenzmarken müssen
nach einer Stromunterbrechung feste Referenzpunkte angefahren
werden. Das System kennt die Abstände der Refernzpunkte zum
Maschinen-Nullpunkt (Bild rechts).
Bei absoluten Messgeräten wird nach dem Einschalten ein absoluter
Positionswert zur Steuerung übertragen. Dadurch ist, ohne Verfahren
der Maschinenachsen, die Zuordnung zwischen der Ist-Position und
der Maschinenschlitten-Position direkt nach dem Einschalten wieder
hergestellt.
Achsbezeichnungen
Der Querschlitten wird als X-Achse und der Bettschlitten als Z-Achse
bezeichnet.
Alle angezeigten und eingegebenen X-Werte werden als
Durchmesser betrachtet.
Drehmaschinen mit Y-Achse: Die Y-Achse steht senkrecht zur X- und
Z-Achse (kartesisches System).
Für Verfahrbewegungen gilt:
Bewegungen in + Richtung gehen vom Werkstück weg
Bewegungen in – Richtung gehen zum Werkstück hin
X (Z,Y)
X
MP
Zref
Xref
M
M
Z
Z+
Y+
X
X+