1 0 din plus: linear - und zir k ularw e g e – HEIDENHAIN CNC Pilot 4290 V7.1 Description of B and Y axes Benutzerhandbuch
Seite 50
50
1
.1
0
DIN PLUS: Linear
- und Zir
k
ularw
e
g
e
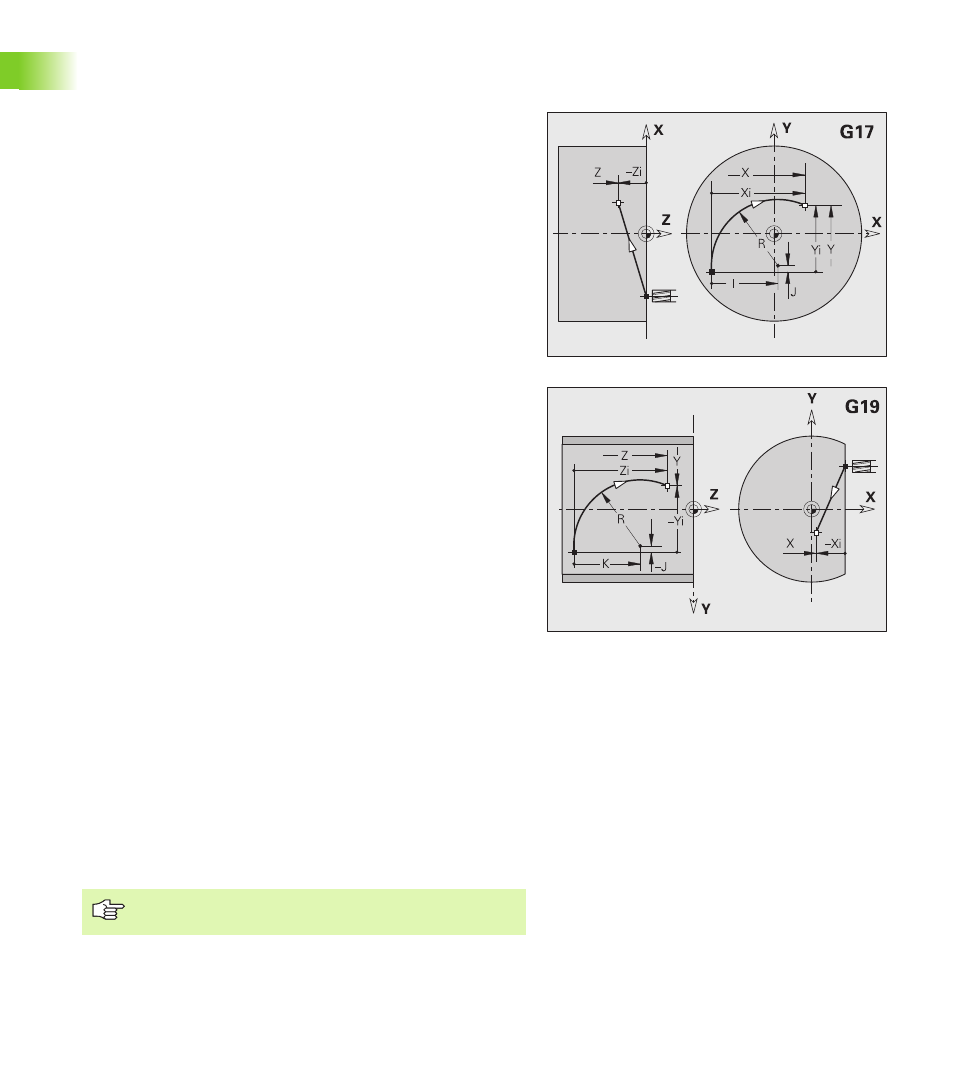
Fräsen: Zirkularbewegung G2, G3 –
inkrementale Mittelpunktvermassung
G2/G3 verfährt zirkular im Vorschub zum „Endpunkt".
G2/G3 werden abhängig von der Bearbeitungsebene ausgeführt:
G17 Interpolation in der XY-Ebene
Zustellung in Z-Richtung
Mittelpunktsdefinition: mit I, J
G18 Interpolation in der XZ-Ebene
Zustellung in Y-Richtung
Mittelpunktsdefinition: mit I, K
G19 Interpolation in der YZ-Ebene
Zustellung in X-Richtung
Mittelpunktsdefinition: mit J, K
Ist der Kreismittelpunkt nicht programmiert, berechnet der CNC
PILOT den Mittelpunkt, der den kürzesten Kreisbogen ergibt.
Parameter
X
Endpunkt (Durchmessermaß)
Y
Endpunkt
Z
Endpunkt
I
Mittelpunkt inkremental (Radiusmaß)
J
Mittelpunkt inkremental
K
Mittelpunkt inkremental
R
Radius
Q
Schnittpunkt. Endpunkt, wenn die Strecke einen Kreisbogen
schneidet (default: 0):
Q=0: naher Schnittpunkt
Q=1: entfernter Schnittpunkt
B
Fase/Verrundung. Definiert den Übergang zum nächsten Kon-
turelement. Programmieren Sie den theoretischen Endpunkt,
wenn Sie eine Fase/Verrundung angeben.
keine Eingabe: tangentialer Übergang
B=0: nicht tangentialer Übergang
B>0: Radius der Rundung
B<0: Breite der Fase
E
Sondervorschubfaktor für die Fase/ Verrundung (default: 1)
Sondervorschub = aktiver Vorschub * E (0 < E <= 1)
Programmierung X, Y, Z: absolut, inkremental, selbsthal-
tend oder „?“