5 planfraesen (zyklus 232, din/iso: g232), Zyklusablauf, Seite 253 – HEIDENHAIN iTNC 530 (340 49x-05) Cycle programming Benutzerhandbuch
Seite 253
HEIDENHAIN iTNC 530
253
1
0
.5 PLANFRAESEN (Zyklus 232, DIN/ISO: G232)
10.5 PLANFRAESEN (Zyklus 232,
DIN/ISO: G232)
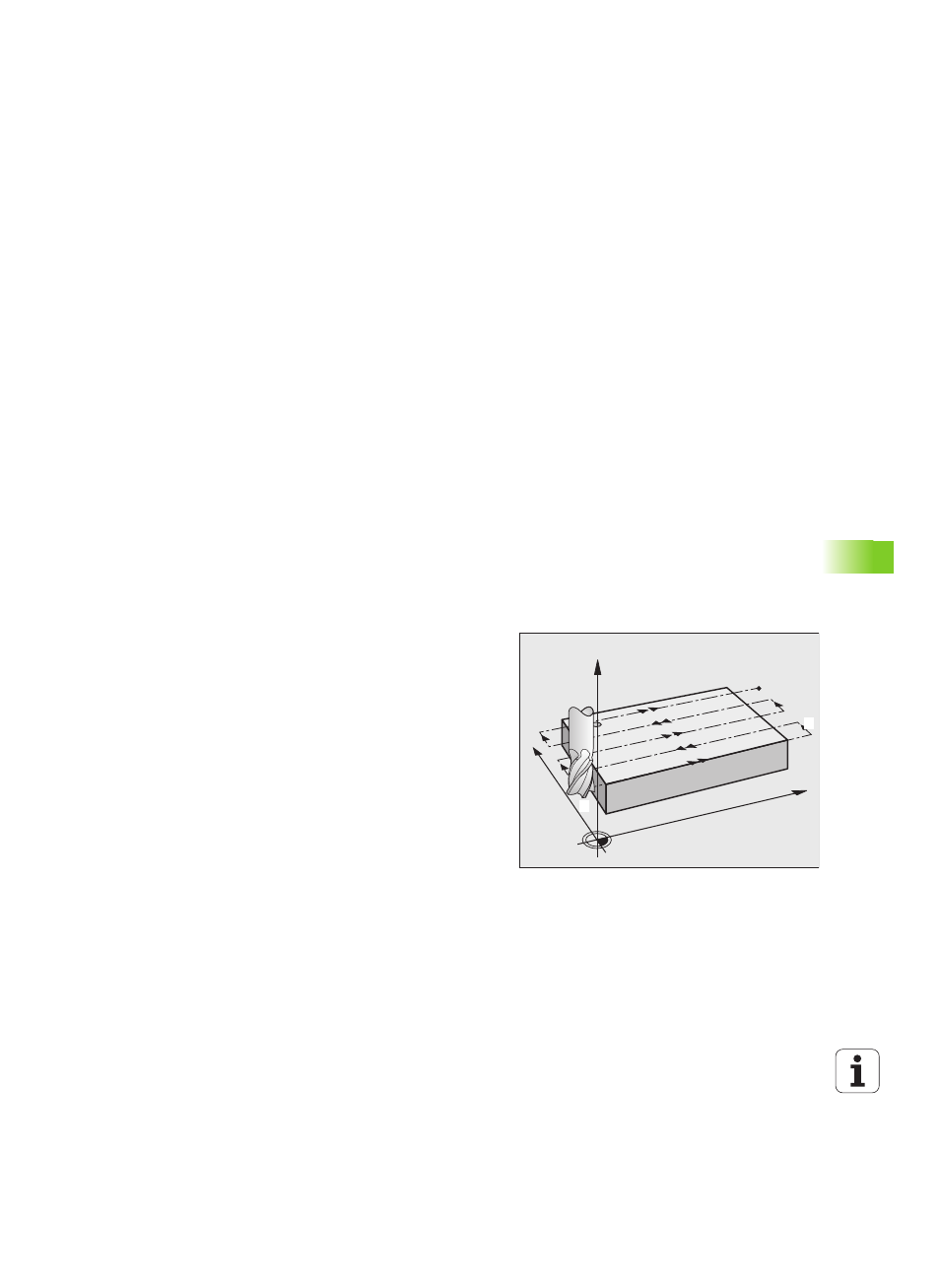
Zyklusablauf
Mit dem Zyklus 232 können Sie eine ebene Fläche in mehreren
Zustellungen und unter Berücksichtigung eines Schlicht-Aufmaßes
planfräsen. Dabei stehen drei Bearbeitungsstrategien zur Verfügung:
Strategie Q389=0: Mäanderförmig bearbeiten, seitliche Zustellung
ausserhalb der zu bearbeitenden Fläche
Strategie Q389=1: Mäanderförmig bearbeiten, seitliche Zustellung
innerhalb der zu bearbeitenden Fläche
Strategie Q389=2: Zeilenweise bearbeiten, Rückzug und seitliche
Zustellung im Positionier-Vorschub
1
Die TNC positioniert das Werkzeug im Eilgang FMAX von der
aktuellen Position aus mit Positionier-Logik auf den Startpunkt
1
:
Ist die aktuelle Position in der Spindelachse größer als der
2. Sicherheits-Abstand, dann fährt die TNC das Werkzeug
zunächst in der Bearbeitungsebene und dann in der Spindelachse,
ansonsten zuerst auf den 2. Sicherheits-Abstand und dann in der
Bearbeitungsebene. Der Startpunkt in der Bearbeitungsebene
liegt um den Werkzeug-Radius und um den seitlichen Sicherheits-
Abstand versetzt neben dem Werkstück
2
Anschließend fährt das Werkzeug mit Positionier-Vorschub in der
Spindelachse auf die von der TNC berechnete erste Zustell-Tiefe
Strategie Q389=0
3
Danach fährt das Werkzeug mit dem programmierten Vorschub
Fräsen auf den Endpunkt
2
. Der Endpunkt liegt außerhalb der
Fläche, die TNC berechnet ihn aus dem programmierten
Startpunkt, der programmierten Länge, dem programmierten
seitlichen Sicherheits-Abstand und dem Werkzeug-Radius
4
Die TNC versetzt das Werkzeug mit Vorschub Vorpositionieren
quer auf den Startpunkt der nächsten Zeile; die TNC berechnet den
Versatz aus der programmierten Breite, dem Werkzeug-Radius
und dem maximalen Bahn-Überlappungs-Faktor
5
Danach fährt das Werkzeug wieder zurück in Richtung des
Startpunktes
1
6
Der Vorgang wiederholt sich, bis die eingegebene Fläche
vollständig bearbeitet ist. Am Ende der letzten Bahn erfolgt die
Zustellung auf die nächste Bearbeitungstiefe
7
Um Leerwege zu vermeiden, wird die Fläche anschließend in
umgekehrter Reihenfolge bearbeitet
8
Der Vorgang wiederholt sich, bis alle Zustellungen ausgeführt sind.
Bei der letzten Zustellung wird lediglich das eingegebene
Schlichtaufmaß im Vorschub Schlichten abgefräst
9
Am Ende fährt die TNC das Werkzeug mit FMAX zurück auf den
2. Sicherheits-Abstand
X
Y
Z
1
2