Bedienung 3-4 duramax retrofit torch – Hypertherm MRT2 Benutzerhandbuch
Seite 34
BEDIENUNG
3-4
Duramax Retrofit Torch
Betriebsanleitung
220817
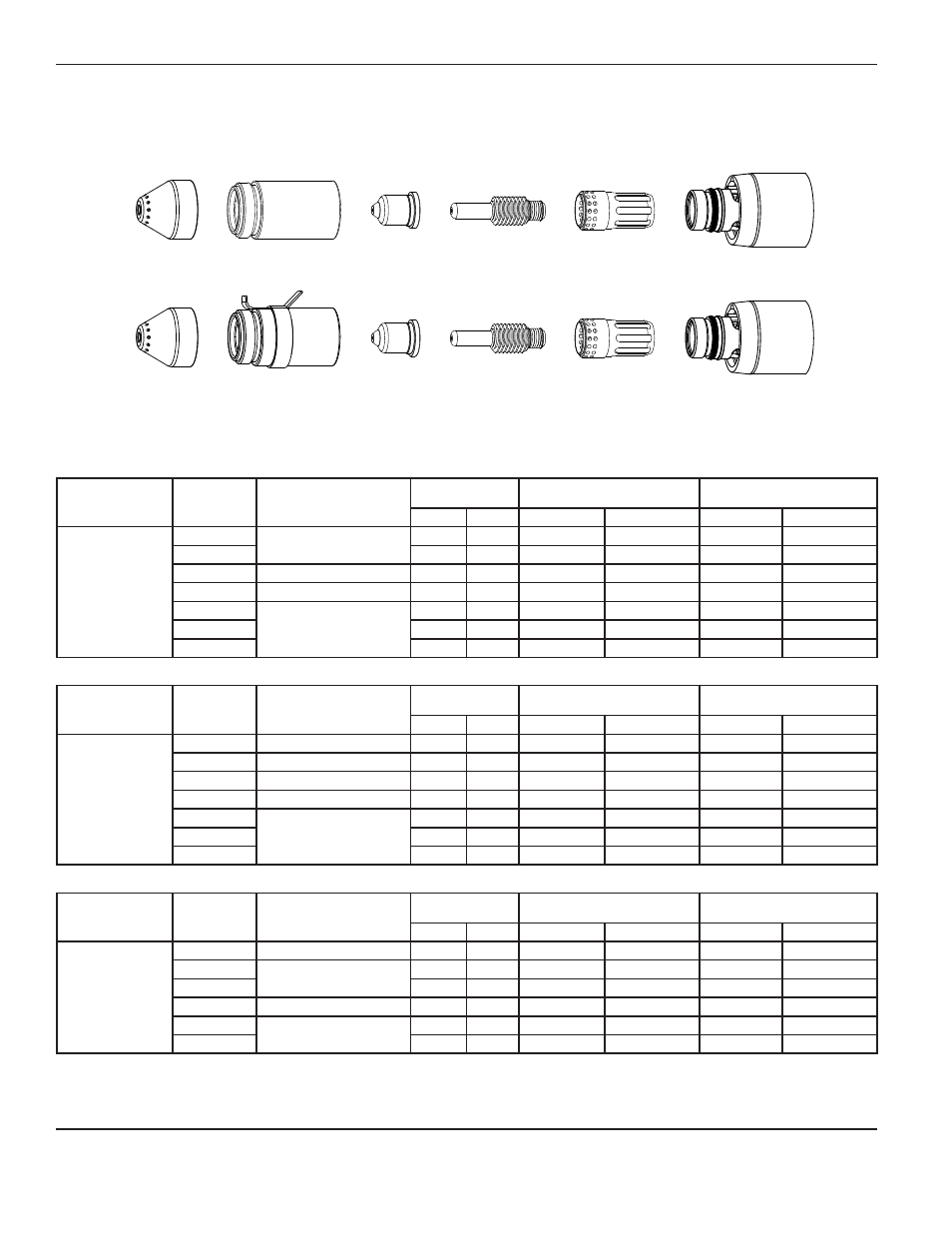
Schutzschild
220854
Brennerkappe
220941
Düse
220857
Wirbelring
220842
Elektrode
45
A
220817
Schutzschild
220941
Düse
220857
Wirbelring
220842
Elektrode
220953
Brennerkappe
für ohmsche
Abtastung
45
A
50 A abgeschirmte Verschleißteile für Maschinenbrenner
• Der Abstand zwischen Brenner und Werkstück für die folgende Schneidtabelle beträgt 1,5 mm für alle Schnitte.
Unlegierter Stahl
Lichtbogenstrom
Lichtbogen-
Spannung
Bewegungsverzögerung
Materialstärke
Maximale
Vorschubgeschwindigkeiten
Optimale
Vorschubgeschwindigkeiten
Zoll
mm
Zoll/min
mm/min
Zoll/min
mm/min
50
134
0
16 Ga
1,5
627
15926
502
12751
128
10 Ga
3,4
230
5842
184
4674
132
0,25
1/4"
6,4
100
2540
65
1651
136
0,75
3/8"
9,5
50
1270
33
838
145
*
1/2"
12,7
32
813
20
508
151
5/8"
15,9
23
584
15
381
157
3/4"
19,0
15
381
9
229
Legierter Stahl
Lichtbogenstrom
Lichtbogen-
Spannung
Bewegungsverzögerung
Materialstärke
Maximale
Vorschubgeschwindigkeiten
Optimale
Vorschubgeschwindigkeiten
Zoll
mm
Zoll/min
mm/min
Zoll/min
mm/min
50
134
0
16 Ga
4,8
625
15875
406
10312
136
0,25
10 Ga
3,4
213
5410
139
3531
139
0,50
1/4"
6,4
83
2108
54
1372
145
0,75
3/8"
9,5
42
1067
27
686
146
*
1/2"
12,7
26
660
17
432
149
5/8"
15,9
19
483
12
305
154
3/4"
19,0
12
305
8
203
Aluminium
Lichtbogenstrom
Lichtbogen-
Spannung
Bewegungsverzögerung
Materialstärke
Maximale
Vorschubgeschwindigkeiten
Optimale
Vorschubgeschwindigkeiten
Zoll
mm
Zoll/min
mm/min
Zoll/min
mm/min
50
135
0
1/16"
1,6
666
16916
433
10998
138
0,25
1/8"
3,2
400
10160
260
6604
141
1/4"
6,4
110
2794
71
1803
146
0,75
3/8"
9,5
58
1473
37
940
149
*
1/2"
12,7
39
991
23
584
153
5/8"
15,9
24
610
15
381
* Das Lochstechen von Material in diesem Bereich wird nicht empfohlen, da es die Standzeit von Verschleißteilen verkürzt.
Es wird empfohlen, an der Kante des Metalls mit dem Schneiden zu beginnen.