Hypertherm MRT2 Benutzerhandbuch
Seite 55
BEDIENUNG
Duramax Retrofit Torch
Betriebsanleitung
3-25
Bartbildung
Beim Luftplasmaschneiden lässt sich Bartbildung nicht ganz vermeiden. Art und Menge der Bartbildung können jedoch
durch ordnungsgemäßes Einstellen des Geräts für die entsprechende Anwendung gering gehalten werden.
Zur übermäßigen Bartbildung kommt es an der Oberkante beider Plattenteile, wenn der Brenner zu niedrig bzw. die
Spannung bei Verwendung einer Brennerhöhensteuerung zu niedrig ist. Stellen Sie den Brenner bzw. die Spannung
in kleinen Schritten (5 Volt oder weniger) ein, bis die Bartbildung geringer ausfällt.
Eine Bartbildung bei Niedergeschwindigkeit entsteht, wenn die Schnittgeschwindigkeit des Brenners zu gering ist und der
Lichtbogen voraneilt. Es bildet sich eine schwere, blasige Ablagerung an der Schnittunterseite, die sich leicht entfernen lässt.
Diese Art der Bartbildung lässt sich durch Erhöhen der Geschwindigkeit reduzieren.
Eine Bartbildung bei Hochgeschwindigkeit entsteht, wenn die Schnittgeschwindigkeit zu hoch ist und der Lichtbogen
hinterherhinkt. Es bildet sich ganz nah zum Schnitt ein dünner, geradliniger Wulst aus massivem Metall. Er ist fester an die
Unterseite des Schnitts geschweißt als bei Niedergeschwindigkeit und lässt sich schwer entfernen. Zum Vermeiden von
Bart bei Hochgeschwindigkeit:
• Verringern Sie die Schnittgeschwindigkeit.
• Erhöhen Sie den Abstand zwischen Brenner und Werkstück.
Anmerkung:
Bartbildung entsteht eher bei warmen oder heißem Metall als bei kühlem Metall. Der erste Schnitt einer
Reihe von Schnitten weist beispielsweise in der Regel am wenigsten Bartbildung auf. Je mehr sich das
Werkstück aufheizt, desto eher kommt es bei den nachfolgenden Schnitten zu Bartbildung.
Abgenutzte oder beschädigte Verschleißteile können übermäßige Bartbildung erzeugen.
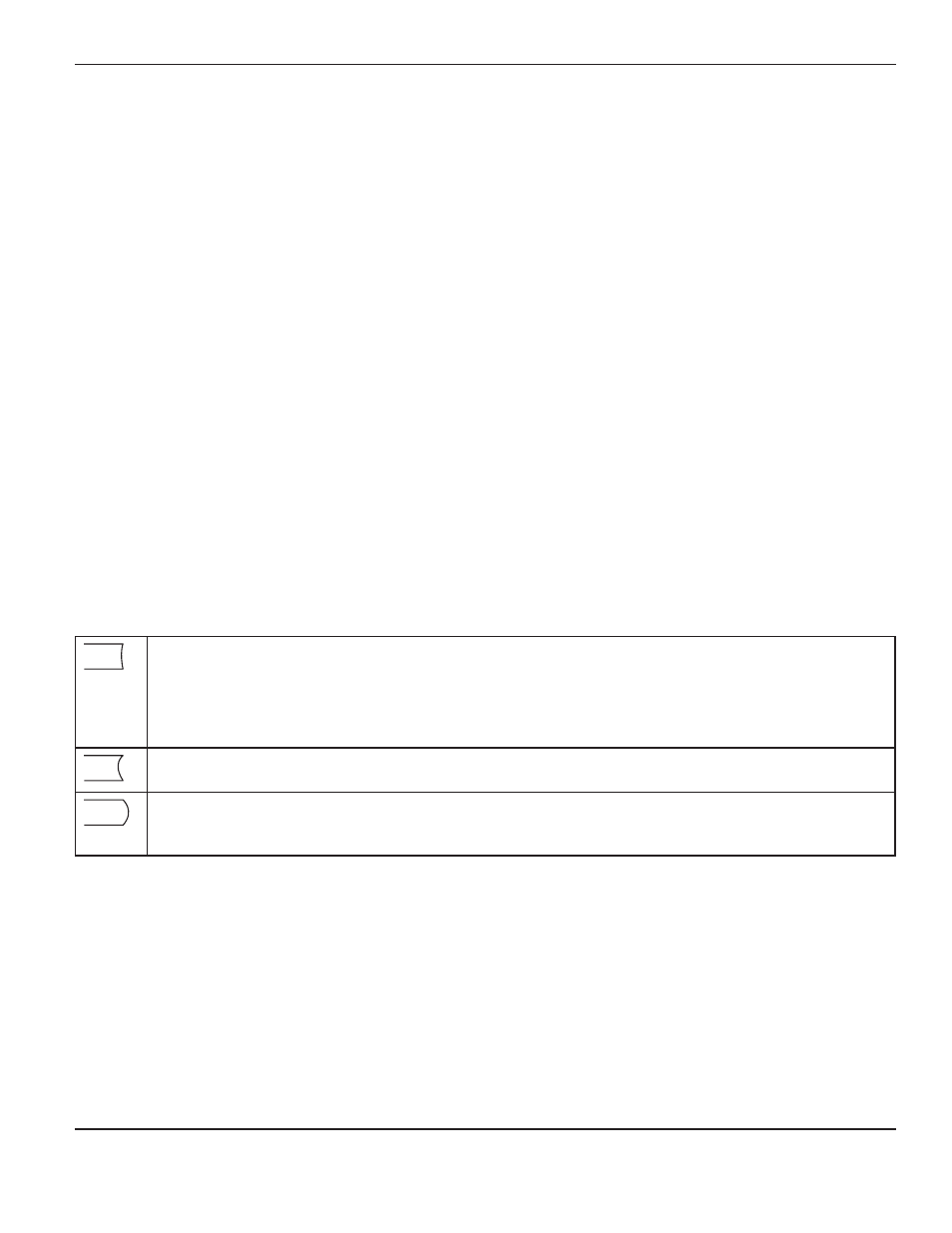
Geradheit der Schnittfläche
Eine typische Plasmaschnittoberfläche ist etwas konkav.
Die Schnittfläche kann konkaver werden oder auch konvex. Um die Schnittfläche annehmbar gerade zu halten,
ist eine korrekte Brennerhöhe erforderlich. Abgenutzte Verschleißteile beeinträchtigen ebenfalls die Geradheit
der Schnittoberfläche.
Eine stark konkave Schnittoberfläche tritt auf, wenn der Abstand zwischen Brenner und Werkstück zu gering
ist. Vergrößern Sie den Abstand zwischen Brenner und Werkstück, um die Schnittfläche zu begradigen.
Eine konvexe Schnittoberfläche tritt auf, wenn der Abstand zwischen Brenner und Werkstück zu groß oder
der Schneidstrom zu hoch ist. Senken Sie zunächst den Brenner ab und reduzieren Sie anschließend den
Schneidstrom.