Bedienung duramax retrofit torch – Hypertherm MRT2 Benutzerhandbuch
Seite 35
BEDIENUNG
Duramax Retrofit Torch
Betriebsanleitung
3-5
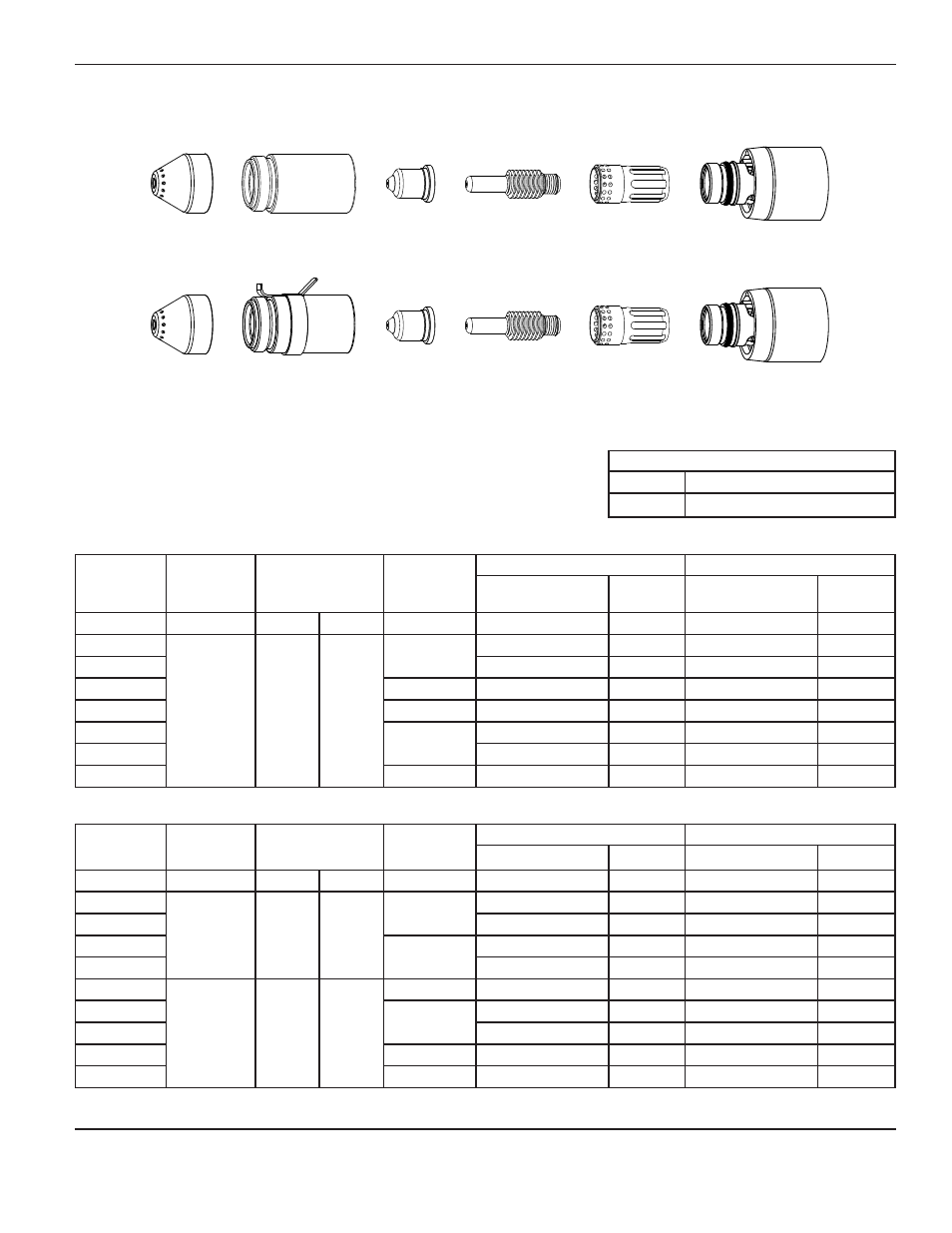
220817
Schutzschild
220854
Brennerkappe
220941
Düse
220857
Wirbelring
220842
Elektrode
45
A
220817
Schutzschild
220941
Düse
220857
Wirbelring
220842
Elektrode
220953
Brennerkappe
für ohmsche
Abtastung
45
A
45 A abgeschirmte Verschleißteile für Maschinenbrenner
45 A abgeschirmt
Luftdurchflussmenge – slpm/scfh
Unlegierter Stahl
Heiß
177 / 376
Kalt
201 / 427
Metrisch
Materialstärke
Abstand
zwischen
Brenner und
Werkstück
Anfangslochstechhöhe Lochstechzeit-
verzögerung
Qualitätsoptimierungs-Einstellungen
Produktionseinstellungen
Schnittgeschwindigkeit
Spannung
Schnittgeschwindigkeit
Spannung
mm
mm
mm
%
Sekunden
mm/min
Volt
mm/min
Volt
0,5
1,5
3,8
250
0,0
9000
128
12500
126
1
9000
128
10800
128
1,5
0,1
9000
130
10200
129
2
0,3
6600
130
7800
129
3
0,4
3850
133
4900
131
4
2200
134
3560
131
6
0,5
1350
137
2050
132
Englisch
Materialstärke
Abstand zwi-
schen Brenner
und Werkstück
Anfangslochstechhöhe Lochstechzeit-
verzögerung
Qualitätsoptimierungs-Einstellungen
Produktionseinstellungen
Schnittgeschwindigkeit
Spannung
Schnittgeschwindigkeit
Spannung
Zoll
Zoll
Zoll
%
Sekunden
Zoll/min
Volt
Zoll/min
Volt
26 GA
0.02
0.08
400
0.0
350
128
500
128
22 GA
350
128
450
128
18 GA
0.1
350
129
400
128
16 GA
350
130
400
129
14 GA
0.06
0.15
250
0.2
270
130
320
129
12 GA
0.4
190
133
216
131
10 GA
100
134
164
131
3/16
0.5
70
135
108
132
1/4
0.6
48
137
73
132