1 1 pr ogr ammier -beispiele, Beispiel: zylinder konkav mit radiusfräser – HEIDENHAIN iTNC 530 (34049x-08) ISO programming Benutzerhandbuch
Seite 324
324
Programmieren: Q-Parameter
9.1
1
Pr
ogr
ammier
-Beispiele
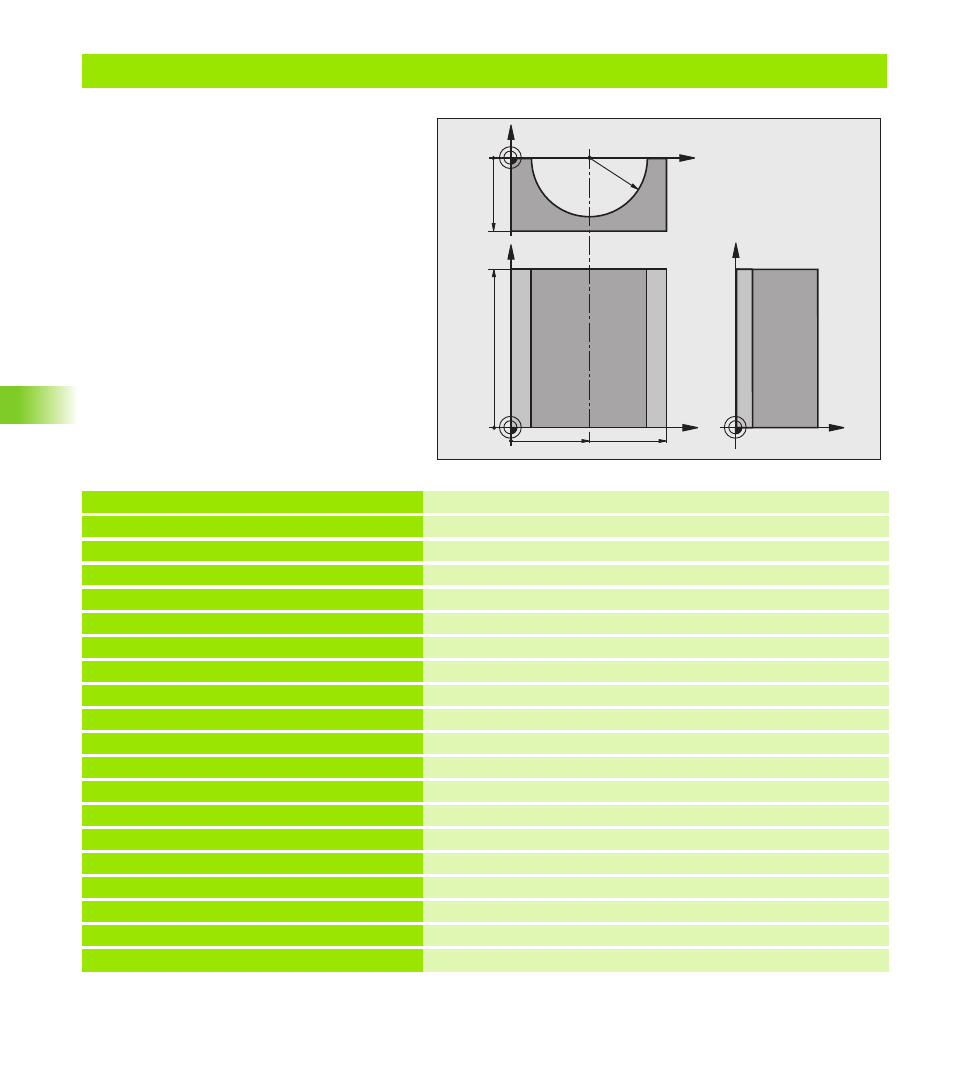
Beispiel: Zylinder konkav mit Radiusfräser
Programm-Ablauf
Programm funktioniert nur mit Radiusfräser, die
Werkzeuglänge bezieht sich auf das
Kugelzentrum
Die Zylinder-Kontur wird durch viele kleine
Geradenstücke angenähert (über Q13
definierbar). Je mehr Schnitte definiert sind,
desto glatter wird die Kontur
Der Zylinder wird in Längsschnitten (hier: Parallel
zur Y-Achse) gefräst
Die Fräsrichtung bestimmen Sie über den Start-
und Endwinkel im Raum:
Bearbeitungsrichtung im Uhrzeigersinn:
Startwinkel > Endwinkel
Bearbeitungsrichtung im Gegen-Uhrzeigersinn:
Startwinkel < Endwinkel
Werkzeug-Radius wird automatisch korrigiert
%ZYLIN G71 *
N10 Q1 = +50 *
Mitte X-Achse
N20 Q2 = +0 *
Mitte Y-Achse
N30 Q3 = +0 *
Mitte Z-Achse
N40 Q4 = +90 *
Startwinkel Raum (Ebene Z/X)
N50 Q5 = +270 *
Endwinkel Raum (Ebene Z/X)
N60 Q6 = +40 *
Zylinderradius
N70 Q7 = +100 *
Länge des Zylinders
N80 Q8 = +0 *
Drehlage in der Ebene X/Y
N90 Q10 = +5 *
Aufmaß Zylinderradius
N100 Q11 = +250 *
Vorschub Tiefenzustellung
N110 Q12 = +400 *
Vorschub Fräsen
N120 Q13 = +90 *
Anzahl Schnitte
N130 G30 G17 X+0 Y+0 Z-50 *
Rohteil-Definition
N140 G31 G90 X+100 Y+100 Z+0 *
N160 T1 G17 S4000 *
Werkzeug-Aufruf
N170 G00 G40 G90 Z+250 *
Werkzeug freifahren
N180 L10,0 *
Bearbeitung aufrufen
N190 Q10 = +0 *
Aufmaß rücksetzen
N200 L10,0
Bearbeitung aufrufen
X
Y
50
100
100
Z
Y
X
Z
-50
R40