Zyklusablauf – HEIDENHAIN TNC 620 (81760x-01) Cycle programming Benutzerhandbuch
Seite 242
Bearbeitungszyklen: Abzeilen
10.5
PLANFRAESEN (Zyklus 233, DIN/ISO: G233, Software-Option 19)
10
242
TNC 620 | Benutzer-Handbuch Zyklenprogrammierung | 1/2014
10.5
PLANFRAESEN (Zyklus 233, DIN/ISO:
G233, Software-Option 19)
Zyklusablauf
Mit dem Zyklus 233 können Sie eine ebene Fläche in mehreren
Zustellungen und unter Berücksichtigung eines Schlicht-
Aufmaßes planfräsen. Zusätzlich können Sie im Zyklus auch
Seitenwände definieren, die dann bei der Bearbeitung der
Planfläche berücksichtigt werden. Im Zyklus stehen verschiedene
Bearbeitungsstrategien zur Verfügung:
Strategie Q389=0
: Mäanderförmig bearbeiten, seitliche
Zustellung ausserhalb der zu bearbeitenden Fläche
Strategie Q389=1
: Mäanderförmig bearbeiten, seitliche
Zustellung am Rand der zu bearbeitenden Fläche
Strategie Q389=2
: Zeilenweise mit Überlauf bearbeiten,
seitliche Zustellung beim Rückzug im Eilgang
Strategie Q389=3
: Zeilenweise ohne Überlauf bearbeiten,
seitliche Zustellung beim Rückzug im Eilgang
Strategie Q389=4
: Spiralförmig von außen nach innen
bearbeiten
1 Die TNC positioniert das Werkzeug im Eilgang
FMAX von
der aktuellen Position aus in der Bearbeitungsebene auf den
Startpunkt
1
: Der Startpunkt in der Bearbeitungsebene liegt
um den Werkzeug-Radius und um den seitlichen Sicherheits-
Abstand versetzt neben dem Werkstück
2 Danach positioniert die TNC das Werkzeug im Eilgang
FMAX in
der Spindelachse auf Sicherheitsabstand
3 Anschließend fährt das Werkzeug mit dem Vorschub zum
Vorpositionieren Q253 in der Spindelachse auf die von der TNC
berechnete erste Zustell-Tiefe
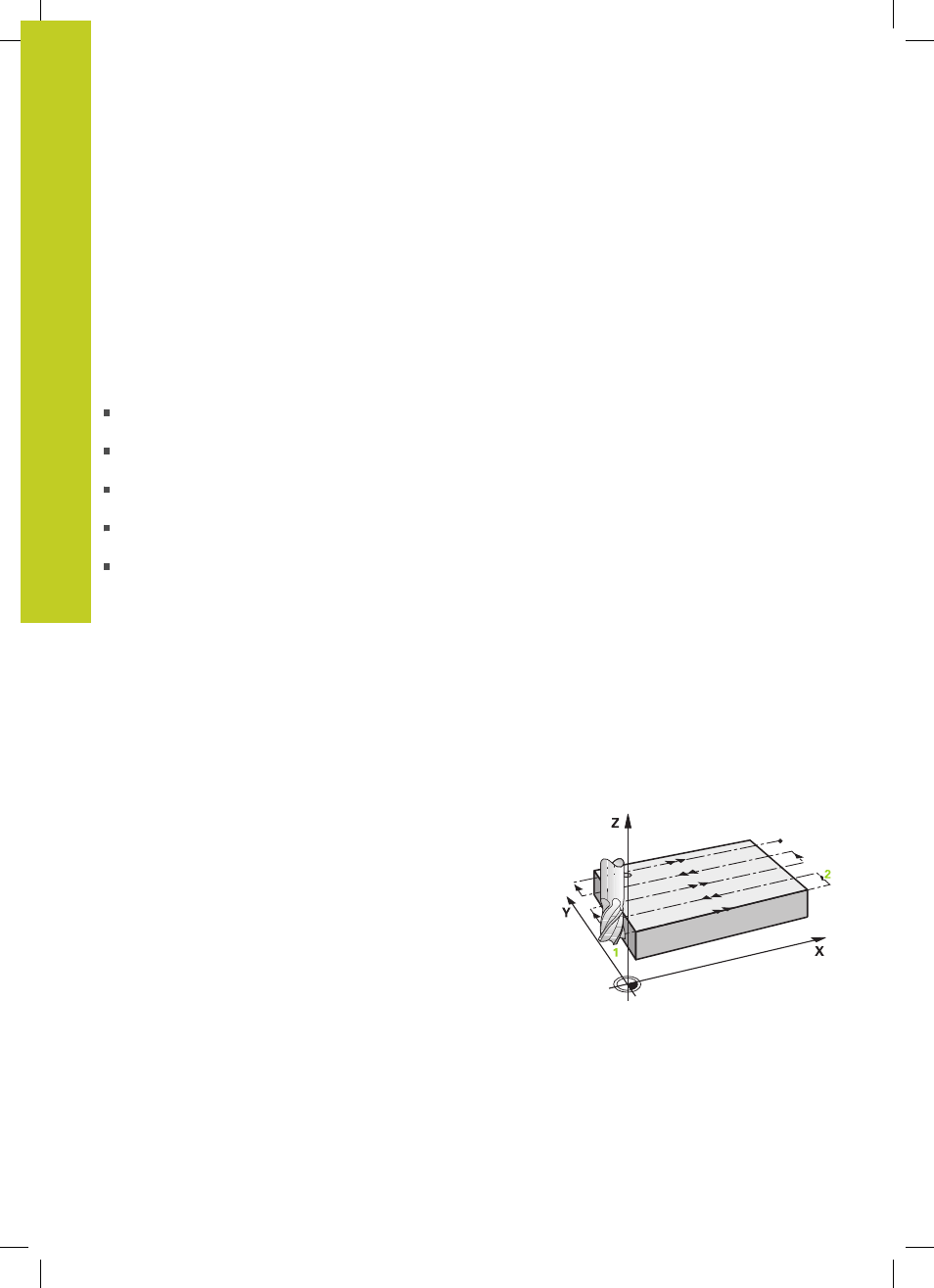
Strategie Q389=0 und Q389 =1
Die Strategien Q389=0 und Q389=1 unterscheiden sich durch
den Überlauf beim Planfräsen. Bei Q389=0 liegt der Endpunkt
außerhalb der Fläche, bei Q389=1 am Rand der Fläche. Die TNC
berechnet den Endpunkt
2
aus der Seitenlänge und dem seitlichen
Sicherheitsabstand. Bei der Strategie Q389=0 verfährt die TNC das
Werkzeug zusätzlich um den Werkzeugradius über die Planfläche
hinaus.
4 Die TNC fährt das Werkzeug mit dem programmierten Vorschub
Fräsen auf den Endpunkt
2
.
5 Danach versetzt die TNC das Werkzeug mit Vorschub
Vorpositionieren quer auf den Startpunkt der nächsten Zeile;
die TNC berechnet den Versatz aus der programmierten Breite,
dem Werkzeug-Radius, dem maximalen Bahn-Überlappungs-
Faktor und dem seitlichen Sicherheitsabstand
6 Anschließend fährt die TNC das Werkzeug mit dem
Fräsvorschub in entgegengesetzter Richtung zurück
7 Der Vorgang wiederholt sich, bis die eingegebene Fläche
vollständig bearbeitet ist.
8 Danach positioniert die TNC das Werkzeug im Eilgang
FMAX
zurück zum Starpunkt
1