HEIDENHAIN TNC 360 User Manual Benutzerhandbuch
Seite 139
TNC 360
7-4
7
Programmieren mit Q-Parametern
7.1
Q-Parameter anstelle von Zahlenwerten
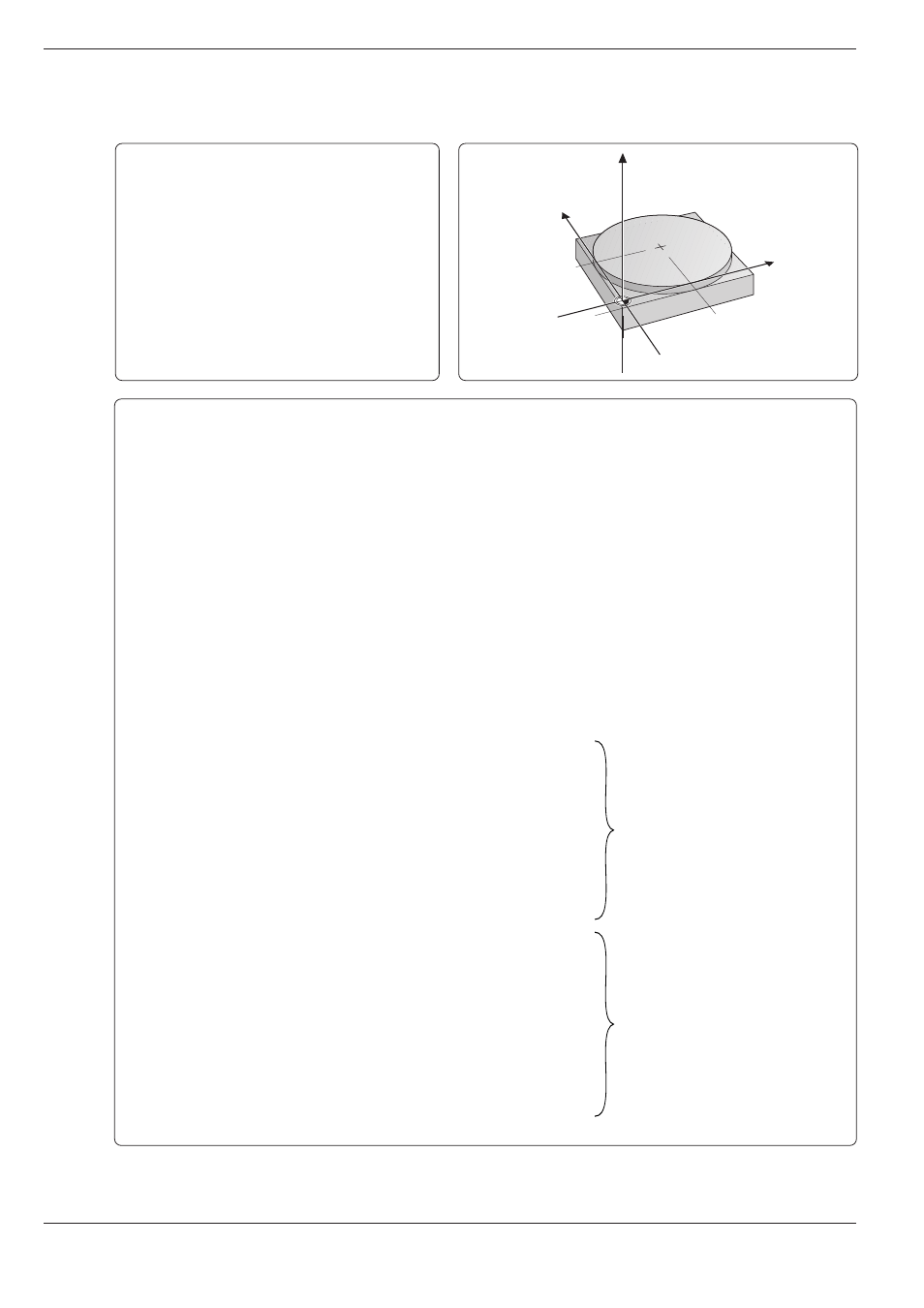
Übungsbeispiel: Vollkreis
Kreismittelpunkt CC:
X
= 50 mm
Y
= 50 mm
Beginn und Ende des Kreisbogens C:
X
= 50 mm
Y
=
0 mm
Frästiefe:
ZF = –5 mm
Werkzeug-Radius:
R
= 15 mm
–5
50
50
Y
X
Z
CC
Bearbeitungsprogramm ohne Q-Parameter
0
BEGIN 360074 MM ............................................ Programm-Beginn
1
BLK FORM 0.1 Z X+0 Y+0 Z–20 ........................ Rohteil-Definition
2
BLK FORM 0.2 X+100 Y+100 Z+0
3
TOOL DEF 6 L+0 R+15 ...................................... Werkzeug-Definition
4
TOOL CALL 6 Z S500 ......................................... Werkzeug-Aufruf
5
CC X+50 Y+50 .................................................... Koordinaten des Kreismittelpunkts CC
6
L Z+100 R0 FMAX M6 ....................................... Werkzeug einwechseln
7
L X+30 Y–20 FMAX ............................................ Werkzeug vorpositionieren
8
L Z–5 FMAX M3
9
L X+50 Y+0 RR F100 .......................................... Ersten Konturpunkt mit Radiuskorrektur anfahren
10
C X+50 Y+0 DR+ ................................................ Kreisbogen C um Kreismittelpunkt CC fräsen; Koordinaten des
Endpunkts X = +50 mm und Y = 0; Drehsinn positiv
11
L X+70 Y–20 R0 FMAX
12
L Z+100 FMAX M2
13
END PGM 360074 MM ...................................... Werkzeug freifahren und Programm beenden
Bearbeitungsprogramm mit Q-Parametern
0
BEGIN PGM 3600741 MM
1
FN 0: Q1 = +100 ................................................ Sichere Höhe
2
FN 0: Q2 = +30 .................................................. Start-Pos. X
3
FN 0: Q3 = –20 ................................................... Start-End-Pos. Y
4
FN 0: Q4 = +70 .................................................. End-Pos. X
5
FN 0: Q5 = –5 ..................................................... Frästiefe
6
FN 0: Q6 = +50 .................................................. Kreismittelpunkt X
7
FN 0: Q7 = +50 .................................................. Kreismittelpunkt Y
8
FN 0: Q8 = +50 .................................................. Kreisstartpunkt X
9
FN 0: Q9 = +0 .................................................... Kreisstartpunkt Y
10
FN 0: Q10 = +0 .................................................. Werkzeug-Länge L
11
FN 0: Q11 = +15 ................................................ Werkzeug-Radius R
12
FN 0: Q20 = +100 .............................................. Fräsvorschub F
13
BLK FORM 0.1.Z X+0 Y+0 Z–20
14
BLK FORM 0.2 X+100 Y+100 Z+0
15
TOOL DEF 1 L+Q10 R+Q11
16
TOOL CALL 1 Z S500
17
CC X+Q6 Y+Q7
18
L Z+Q1 R0 FMAX M6
19
L X+Q2 Y+Q3 F MAX
20
L Z+Q5 F MAX M3
21
L X+Q8 Y+Q9 RR FQ20
22
C X+Q8 Y+Q9 DR+
23
L X+Q4 Y+Q3 R0 FMAX
24
L Z+Q1 FMAX M2
25
END PGM 3600741 MM
Satz 13 bis 24:
entsprechend Satz 1 bis 12
von Programm 360074
Satz 1 bis 12:
Q-Parametern Zahlenwerte
zuweisen