Ist-position übernehmen -19, 7 ist-position übernehmen, Yx z – HEIDENHAIN TNC 360 User Manual Benutzerhandbuch
Seite 84
4-19
TNC 360
4
Programmieren
X
z.B.
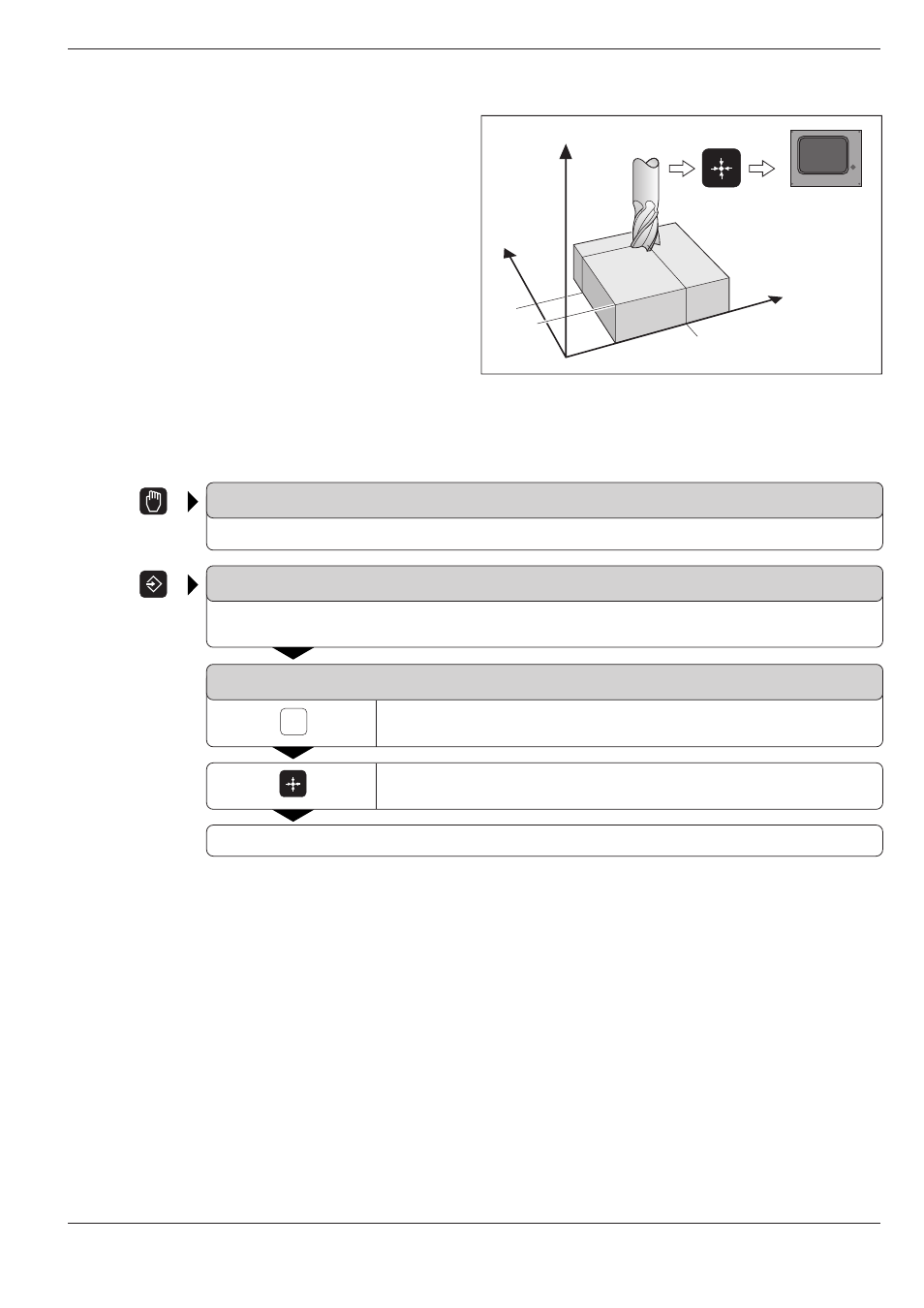
Abb. 4.12: Übernahme der Ist-Position in die TNC
4.7 Ist-Position übernehmen
Die Koordinaten der Werkzeug-Position werden mit
der Funktion „Ist-Position übernehmen“ in das
Bearbeitungsprogramm aufgenommen.
Über einen Maschinen-Parameter wird festgelegt,
ob die Koordinaten in einen bestehenden L-Satz
geschrieben werden , oder ob nach Betätigen der
Taste ein neuer L-Satz generiert wird (siehe auch S.
11-5).
Mit dieser Funktion kann auch die Werkzeug-Länge
direkt ins Programm übernommen werden (siehe S.
4-7).
Ist-Position in einen bestehenden L-Satz übernehmen
MANUELLER BETRIEB
Werkzeug auf die Position verfahren, die übernommen werden soll
PROGRAMM-EINSPEICHERN
Programmsatz wählen oder eröffnen, in den eine Koordinate der Ist-Position des Werkzeugs
übernommen werden soll
KOORDINATEN?
Achse wählen, zu der die Koordinate übernommen werden soll,
z. B. X-Achse
Entsprechende Koordinate der Ist-Position des Werkzeugs über-
nehmen
Radiuskorrektur entsprechend Werkzeugposition zum Werkstück eingeben
Y
X
Z