Ellipse – HEIDENHAIN TNC 360 User Manual Benutzerhandbuch
Seite 152
7-17
TNC 360
7
Programmieren mit Q-Parametern
Ellipse
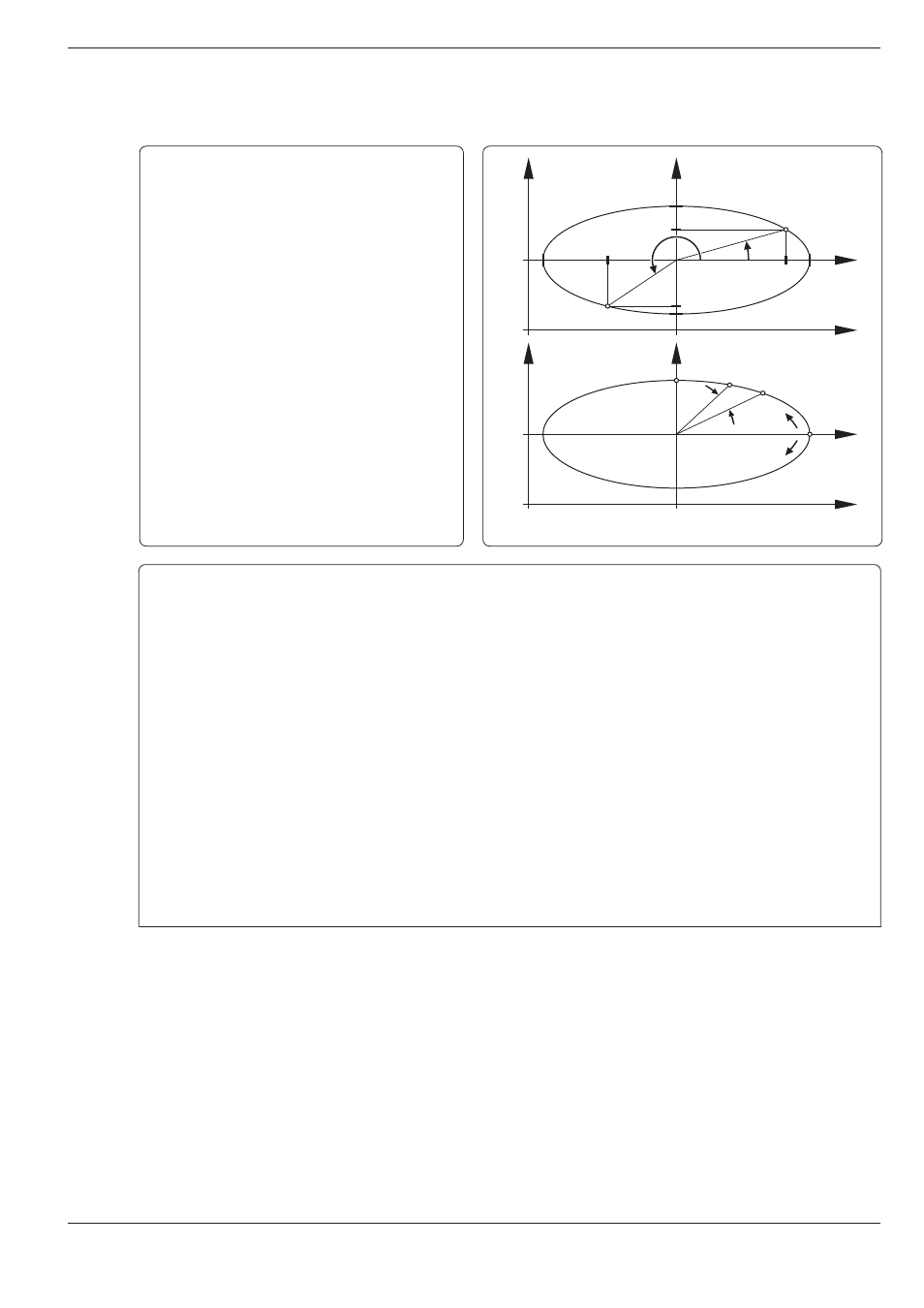
X-Koordinaten-Berechnung: X = a
.
cos
α
Y-Koordinaten-Berechnung: Y = b
.
sin
α
a, b : Halbachsen der Ellipse
α
:
Winkel zwischen führender Achse und
Verbindungslinie von P zum Mittelpunkt
der Ellipse
Ablauf:
Die Punkte auf der Ellipse werden berechnet und
durch viele kleine Geradenstücke miteinander
verbunden. Je mehr Punkte berechnet werden
und je kürzer die Geradenstücke sind, um so
glatter wird die Kurve.
Durch entsprechende Eingabe von Anfangs-
und Endwinkel läßt sich die Bearbeitungs-
richtung variieren.
Die Eingabe-Parameter sind in den Zeilen
1 bis 12 des Programms beschrieben.
Bearbeitungsprogramm
7.8
Programm-Beispiele
Y´
X´
Y´
X´
Y
1
X
2
X
1
Y
2
–b
b
a
–a
α
1
α
2
Q5
Q4
α
S
DR–
α
0
P
DR+
=α
E
X
X
Y
Y
0 BEGIN PGM 360079 MM ........................................ Ladedaten
1 FN 0: Q1 = +50 ....................................................... Ellipsen-Zentrum in X
2 FN 0: Q2 = +50 ....................................................... Ellipsen-Zentrum in Y
3 FN 0: Q3 = +50 ....................................................... X-Halbachse
4 FN 0: Q4 = +20 ....................................................... Y-Halbachse
5 FN 0: Q5 = +0 ......................................................... Start-Winkel
6 FN 0: Q6 = +360 ..................................................... End-Winkel
7 FN 0: Q7 = +40 ....................................................... Anzahl der Berechnungs-Schritte
8 FN 0: Q8 = +0 ......................................................... Drehlage
9 FN 0: Q9 = +10 ....................................................... Tiefe
10 FN 0: Q10 = +100 ................................................. Eintauch-Vorschub
11 FN 0: Q11 = +350 ................................................. Fräs-Vorschub
12 FN 0: Q12 = +2 ..................................................... Sicherheits-Abstand Z
13 BLK FORM 0.1 Z X+0 Y+0 Z-20
14 BLK FORM 0.2 X+100 Y+100 Z+0 ........................ Rohteil-Definition
15 TOOL DEF 1 L+0 R+2,5
16 TOOL CALL 1 Z S 2800
17 L Z+200 R0 F MAX M ........................................... Z freifahren
18 CALL LBL 10 REP .................................................. Unterprogramm Ellipse aufrufen
19 L Z+200 R0 F MAX M02 ....................................... Z freifahren Hauptprogramm-Ende
Fortsetzung nächste Seite