Programm-beispiele -14, 8 programm-beispiele – HEIDENHAIN TNC 360 User Manual Benutzerhandbuch
Seite 149
TNC 360
7-14
7
Programmieren mit Q-Parametern
Bearbeitungsprogramm
0
BEGIN PGM 360077 MM
1
BLK FORM 0.1 Z X+0 Y+0 Z–20
2
BLK FORM 0.2 X+100 Y+100 Z+0
3
FN 0: Q1 = +50
4
FN 0: Q2 = +50
5
FN 0: Q3 = +90
6
FN 0: Q4 = +70
7
FN 0: Q5 = +15
8
FN 0: Q6 = +10
9
FN 0: Q7 = +200
10
TOOL DEF 1 L+0 R+5
11
TOOL CALL 1 Z S1000
12
L Z+100 R0 FMAX M6
13
FN4: Q13 = +Q3 DIV+2
14
FN4: Q14 = +Q4 DIV+2
15
FN4: Q16 = +Q6 DIV+4 ..................................... Rundungsradius für weiches Anfahren
16
FN4: Q17 = +Q7 DIV+2 ..................................... Vorschub in Ecken soll halb so groß sein wie bei Linear-
bewegungen
17
L X+Q1 Y+Q2 R0 FMAX M3 .............................. Vorpositionieren in X und Y (Taschenmitte), Spindel ‹Ein“
18
L Z+2 FMAX ....................................................... Über Werkstück vorpositionieren
19
L Z–Q5 FQ7 ........................................................ Mit Vorschub Q7 (= 100) auf Arbeitstiefe Q5 (= –15 mm)
fahren
20
L IX+Q13 Y+Q2 RL
21
RND RQ16 FQ17
22
L IY+Q14
23
RND RQ6 FQ17
24
L IX–Q3
25
RND RQ6 FQ17
26
L IY–Q4
27
RND RQ6 FQ17
28
L IX+Q3
29
RND RQ6 FQ17
30
L IY+Q14
31
RND RQ16 FQ17
32
L X+Q1 Y+Q2 R0 FMAX
33
L Z+100 FMAX M2 ............................................. Werkzeug zurückziehen
34
END PGM 360077 MM
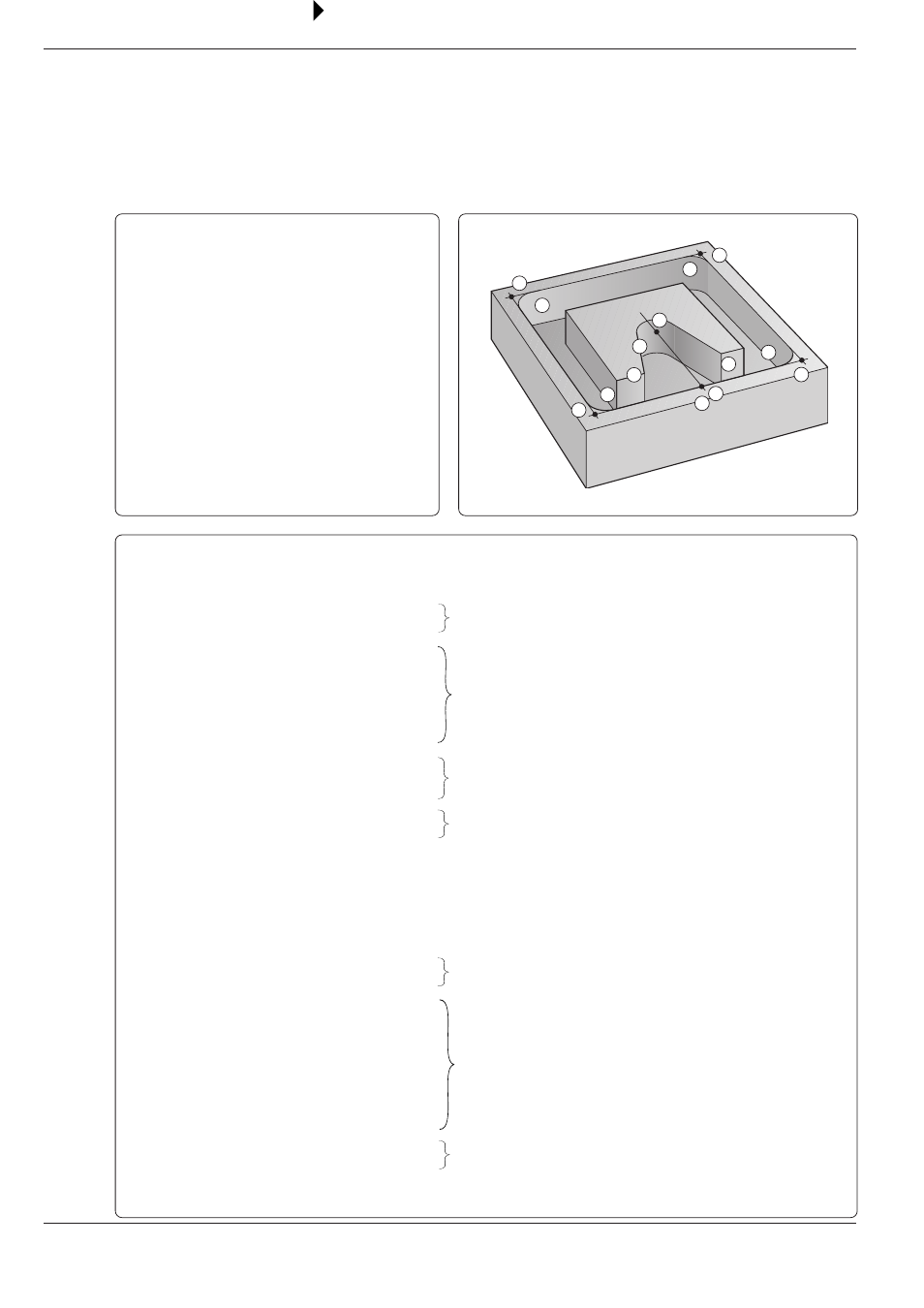
Rechtecktaschen-Rahmen mit Ecken-Runden und weichem Anfahren
Taschenzentrums-Koordinaten
X = 50 mm (Q1)
Y = 50 mm (Q2)
Taschenlänge X = 90 mm
(Q3)
Taschenbreite Y = 70 mm
(Q4)
Arbeitstiefe
Z = (–) 15 mm
(–Q5)
Ecken-Radius R = 10 mm
(Q6)
Fräs-Vorschub F = 200 mm/min (Q7)
Rechtecktaschen-Rahmen fräsen
Rahmen weich anfahren
Länge und Breite des Taschenrahmens werden halbiert für
Verfahrwege in Satz 20, 22, 30
Werkzeug definieren und einwechseln
Programm-Beginn und Rohteil
Q-Parametern Rechtecktaschen-Daten zuweisen
Weich wegfahren auf Taschenmitte
Das Werkstück wird an den Ecken 21 und 31
geringfügig anders bearbeitet als in der Zeich-
nung dargestellt!
Achtung:
23
25
27
29
17
28
26
24
22
20
30
31
32
21
7.8 Programm-Beispiele