Ecken bearbeiten – HEIDENHAIN TNC 360 User Manual Benutzerhandbuch
Seite 79
TNC 360
4-14
4
Programmieren
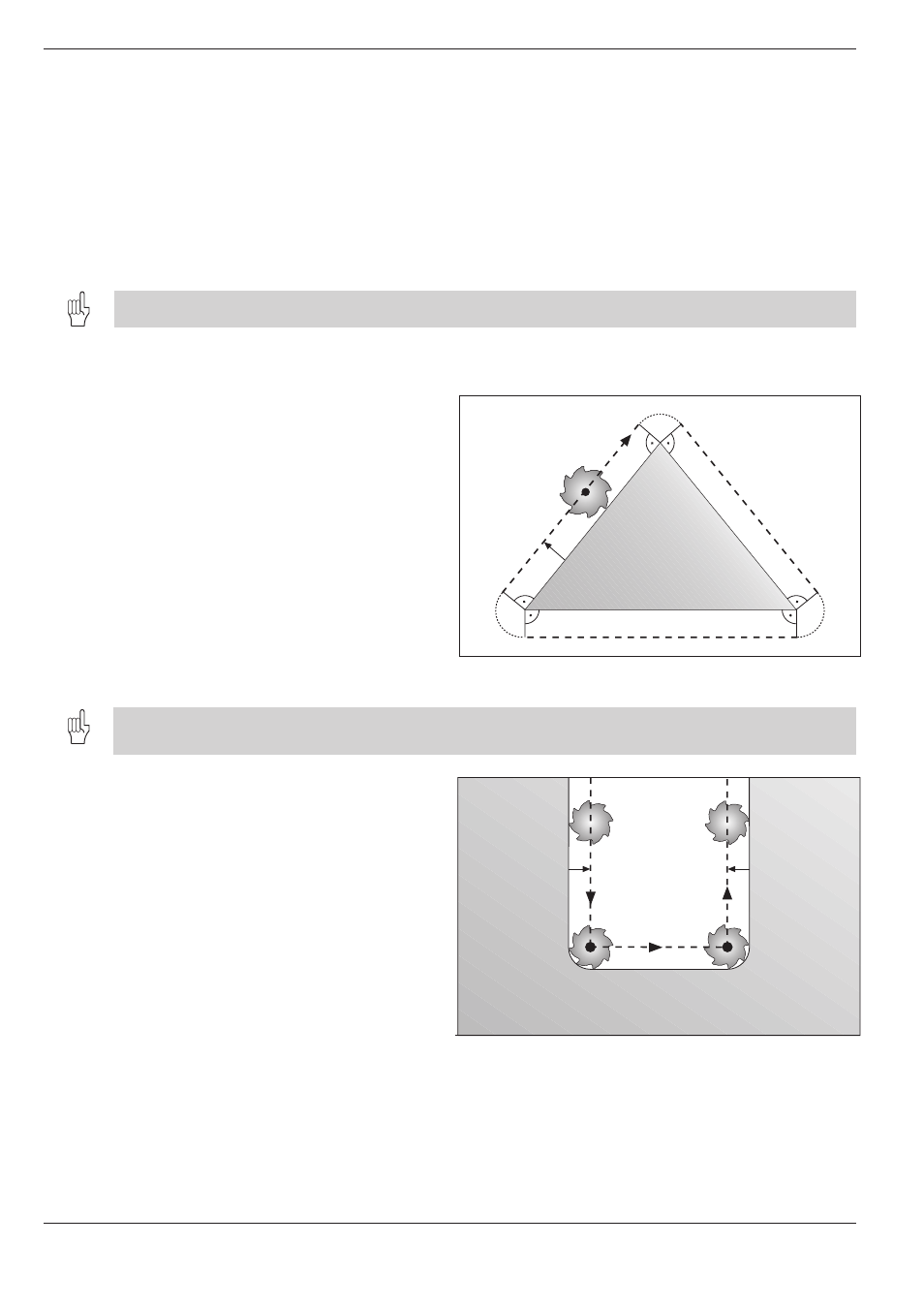
Abb. 4.9:
Werkzeugbahn an Innenecken
Abb. 4.8:
Werkzeug wälzt sich an Außenecken ab
RL
S
S
RL
RL
4.3
Werkzeug-Korrekturwerte
Achsparallele Verfahrwege verkürzen oder verlängern R+, R–
Diese Radiuskorrektur wird nur für achsparallele Verfahrbewegungen in
der Bearbeitungsebene durchgeführt: Der einprogrammierte Verfahrweg
wird um den Werkzeugradius verkürzt (R–) oder verlängert (R+).
Anwendungsbereiche:
• achsparallele Bearbeitungen
• gelegentlich für Vorpositionierung des Werkzeugs, z.B. beim Zyklus
NUT
R+ und R– stehen zur Verfügung, wenn ein Positioniersatz mit einer orangefarbenen Achstaste eröffnet wurde.
Ecken bearbeiten
Außenecken
Die TNC führt das Werkzeug an Außenecken auf
einem Übergangskreis für die Werkzeug-Bahn. Das
Werkzeug wälzt sich am Eckpunkt ab.
Falls nötig wird der Vorschub F des Werkzeugs an
Außenecken automatisch reduziert, zum Beispiel
bei sehr großen Richtungswechseln.
Wird ohne Radiuskorrektur gearbeitet, so wird die Bearbeitung von Ecken von der Zusatzfunktion M90 beeinflußt
(siehe S. 5-36).
Innenecken
Die TNC ermittelt an Innenecken den Schnittpunkt
der Werkzeugmittelpunktsbahnen. Von diesem
Punkt an führt sie das Werkzeug am nächsten
Konturelement entlang.
Auf diese Weise wird das Werkstück in den
Innenecken nicht beschädigt.
Der Werkzeug-Radius darf also nicht beliebig groß
gewählt werden.