Gewindebohren mit ausgleichsfutter (zyklus 2) – HEIDENHAIN TNC 360 User Manual Benutzerhandbuch
Seite 161
8-7
TNC 360
8
Zyklen
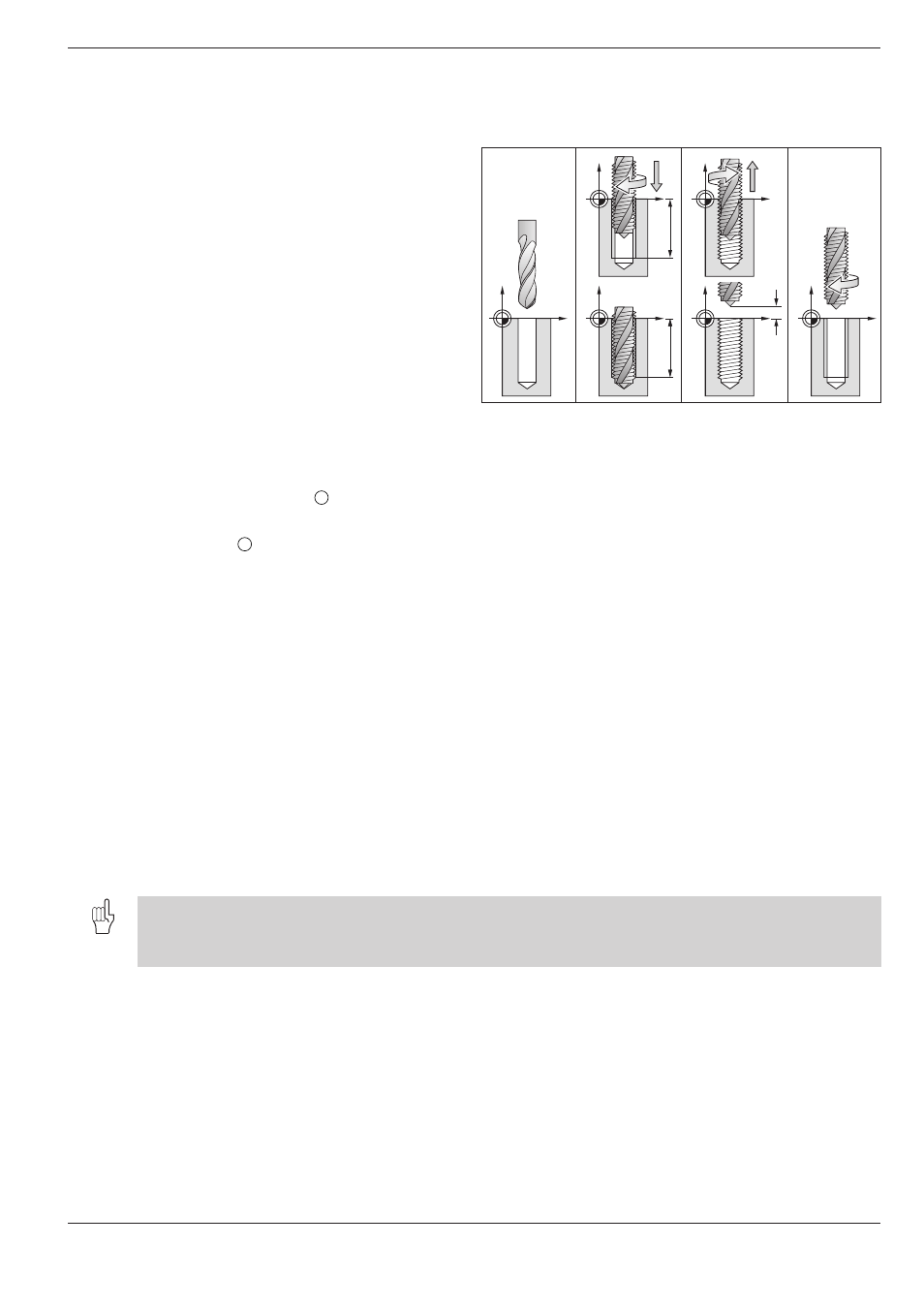
Abb. 8.2: Zyklus-Ablauf Gewindebohren
8.2
Einfachere Bearbeitungszyklen
1.
2.
3.
4.
B
B
A
B
GEWINDEBOHREN mit Ausgleichsfutter (Zyklus 2)
Zyklus-Ablauf
• Das Werkzeug verfährt in einem Arbeitsgang auf
die Bohrtiefe
• Danach wird die Spindeldrehrichtung umgekehrt
und das Werkzeug nach der Verweilzeit auf die
Startposition zurückgezogen
• An der Start-Position wird die Spindeldrehrich-
tung erneut umgekehrt
Voraussetzung
Zum Gewindeschneiden ist ein Längenausgleichs-
futter erforderlich. Das Längenausgleichsfutter
kompensiert Toleranzen von Vorschub und Dreh-
zahl während der Bearbeitung.
Eingaben
• SICHERHEITSABSTAND
A
:
Abstand zwischen Werkzeugspitze (Start-Position) und Werkstück-
Oberfläche. Richtwert: 4x Gewindesteigung
• BOHRTIEFE
B
(Gewindelänge):
Abstand zwischen Werkstückoberfläche und Gewindeende
• VERWEILZEIT:
Wert zwischen 0 und 0,5 Sekunden eingeben, um ein Verkeilen des
Werkzeugs beim Rückzug zu vermeiden (genauere Angaben erteilt der
Maschinen-Hersteller).
• VOSCHUB F:
Verfahrgeschwindigkeit des Werkzeugs beim Gewindeschneiden.
Das Vorzeichen für Sicherheitsabstand und Bohrtiefe ist einheitlich und
hängt von der Arbeitsrichtung ab.
Berechnung
Vorschub ermitteln:
F = S x p
F: Vorschub (mm/min)
S: Spindel-Drehzahl (U/min)
p: Gewindesteigung (mm)
• Während der Zyklus abgearbeitet wird, ist der Drehknopf für den Drehzahl-Override unwirksam.
Der Drehknopf für den Vorschub-Override ist noch begrenzt aktiv (vom Maschinenhersteller festgelegt).
• Für Rechtsgewinde wird die Spindel mit M3 aktiviert, für Linksgewinde mit M4