HEIDENHAIN TNC 407 (243 020) Technical Manual Benutzerhandbuch
Seite 271
6.7.3 Zyklen zum Fräsen von Taschen mit beliebiger Kontur
Der Ablauf der Zyklen zum Fräsen von Taschen mit beliebiger Kontur (Zyklus 6, 14, 15, 16) kann über
Maschinen-Parameter beeinflußt werden.
Es kann ausgewählt werden:
–
Ob zuerst um die Kontur ein Kanal gefräst und dann die Tasche ausgeräumt, oder zuerst die
Tasche ausgeräumt und dann um die Kontur ein Kanal gefräst werden soll.
–
Ob im Uhrzeigersinn oder Gegenuhrzeigersinn ein Kanal gefräst werden soll.
–
Unter welchen Bedingungen programmierte Taschen vereinigt werden sollen. Dabei kann
ausgewählt werden, ob programmierte Taschen vereinigt werden sollen wenn sich die
programmierten Konturen schneiden oder wenn sich die Fräsermittelpunktsbahnen schneiden.
–
Ob das Kanal-Fräsen zusammenhängend über alle Zustellungen erfolgen soll, oder für jede
Zustellung abwechselnd Kanal gefräst werden soll und dann ausgeräumt werden soll.
−
Ob nach Bearbeitung der Tasche die Position vor Aufruf des Zyklus oder lediglich auf „Sichere
Höhe“ gefahren werden soll.
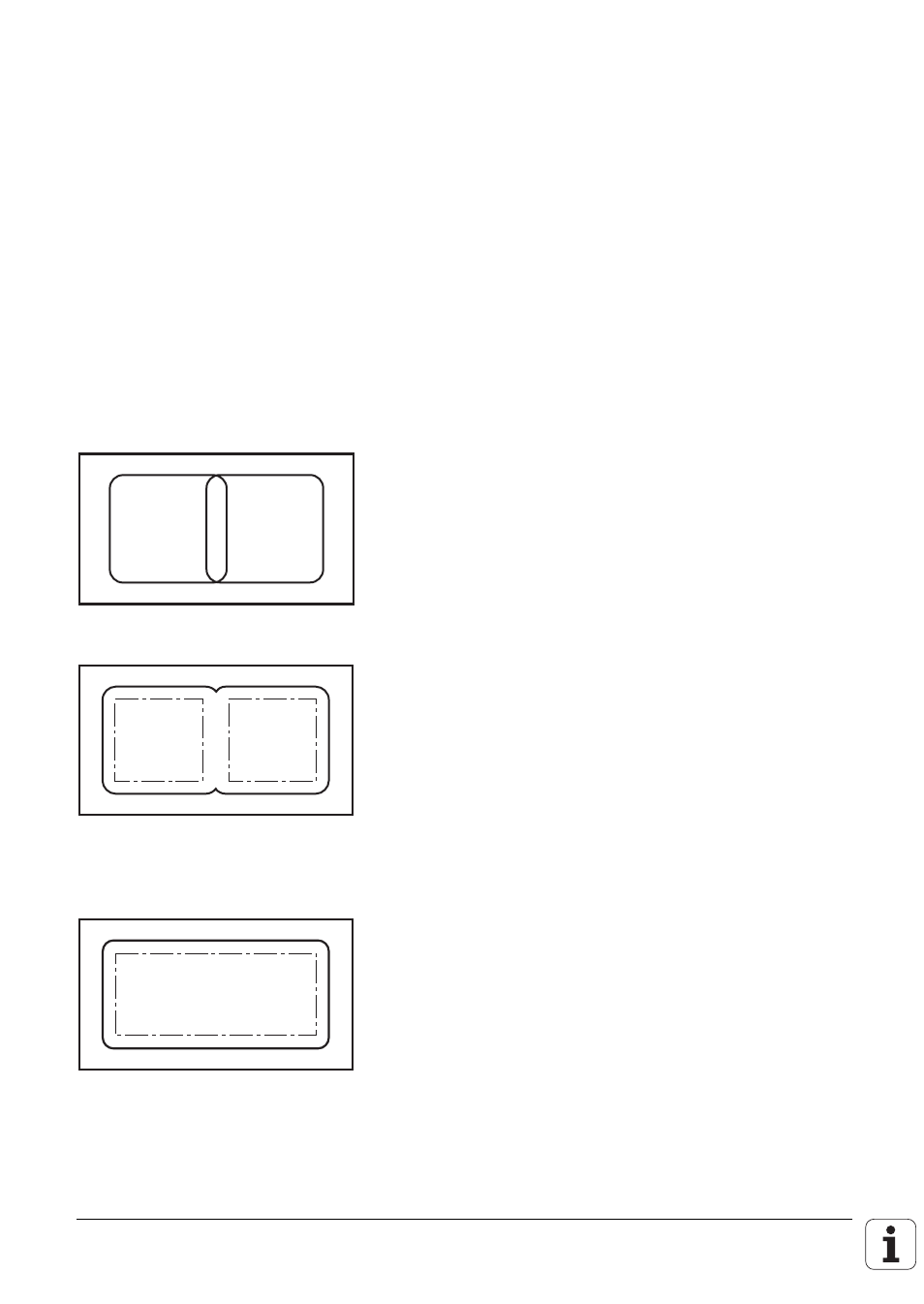
Die programmierten Konturen zweier Taschen schneiden sich geringfügig.
MP7420 Bit 2 = 0 (Eingabe +0):
Die Steuerung räumt die Taschen getrennt aus, da sich die Fräsermittelpunktsbahnen nicht
schneiden. Es bleibt Material an den Innenecken stehen.
MP7420 Bit 2 = 1 (Eingabe +4):
Die Steuerung räumt die Taschen gemeinsam aus, da sich die programmierten Konturen schneiden.
Es bleibt kein Material an den Innenecken stehen.