3 programmabschnitt-kennung – HEIDENHAIN SW 54843x-03 DIN Programming Benutzerhandbuch
Seite 47
HEIDENHAIN MANUALplus 620, CNC PILOT 640
45
1.
3
Pr
ogr
ammabsc
hnit
t-K
ennung
1.3 Programmabschnitt-Kennung
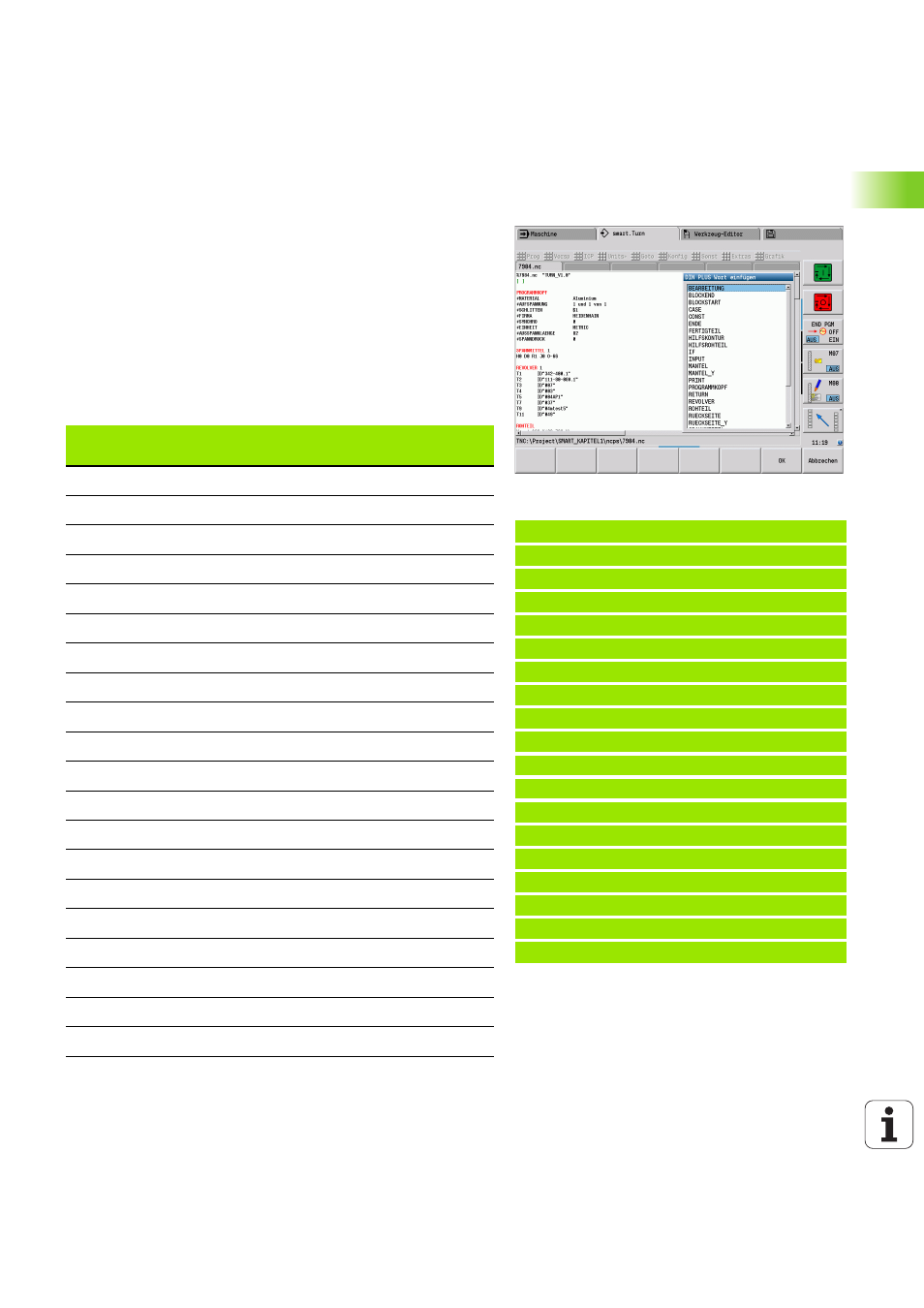
Ein neu angelegtes NC-Programm beinhaltet bereits
Abschnittkennungen. Je nach Aufgabenstellung fügen Sie weitere
hinzu oder löschen eingetragene Kennungen. Ein NC-Programm muss
mindestens die Kennungen BEARBEITUNG und ENDE beinhalten.
Weitere Programmabschnitt-Kennungen finden Sie in der Auswahlbox
„DIN PLUS Wort einfügen“ (Menüpunkt „Extras > DINplus-Wort...“)..
Die Steuerung trägt die Abschnittkennung an der richtigen Position
bzw. an der aktuellen Position ein.
Abschnittskennungen in deutsch werden bei der Dialogsprache
deutsch verwendet. Alle anderen Sprachen verwenden englische
Abschnittskennungen.
Beispiel: Programmabschnitt–Kennungen
. . . [Abschnitte der Konturbeschreibung]
ROHTEIL
N1 G20 X100 Z220 K1
FERTIGTEIL
N2 G0 X60 Z0
N3 G1 Z-70
. . .
STIRN Z-25
N31 G308 ID“01“ P-10
N32 G402 Q5 K110 A0 Wi72 V2 XK0 YK0
N33 G300 B5 P10 W118 A0
N34 G309
STIRN Z0
N35 G308 ID“02“ P-6
N36 G307 XK0 YK0 Q6 A0 K34.641
N37 G309
. . .
Übersicht Programmabschnitt–Kennungen
deutsch
englisch
Programmvorspann
PROGRAMMKOPF
HEADER
SPANNMITTEL
CLAMPS
REVOLVER
TURRET
Konturbeschreibung
ROHTEIL
BLANK
FERTIGTEIL
FINISHED
HILFSKONTUR
AUXIL_CONTOUR
HILFSROHTEIL
AUXIL_BLANK
C-Achs-Konturen
STIRN
FACE_C
RUECKSEITE
REAR_C
MANTEL
LATERAL_C
Y-Achs-Konturen
STIRN_Y
FACE_Y
RUECKSEITE_Y
REAR_Y
MANTEL_Y
LATERAL_Y
Werkstückbearbeitung
BEARBEITUNG
MACHINING
ENDE
END