HEIDENHAIN TNC 620 (340 56x-01) Benutzerhandbuch
Seite 270
270
8 Programmieren: Zyklen
8.2 Zyklen zum Bohr
en, Gewindebohr
en und Gewindefräsen
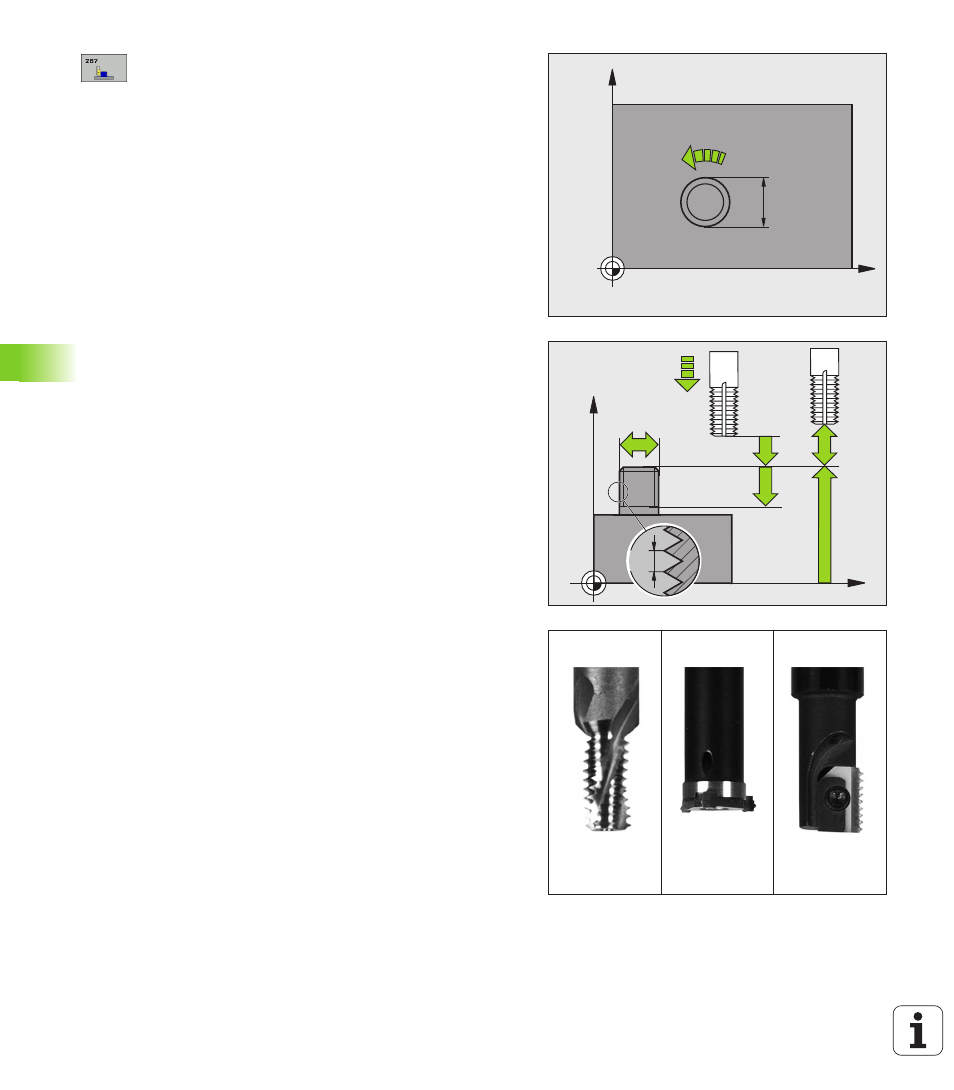
Soll-Durchmesser
Q335: Gewindenenndurchmesser
Gewindesteigung
Q239: Steigung des Gewindes. Das
Vorzeichen legt Rechts- oder Linksgewinde fest:
+= Rechtsgewinde
– = Linksgewinde
Gewindetiefe
Q201 (inkremental): Abstand zwischen
Werkstück-Oberfläche und Gewindegrund
Nachsetzen
Q355: Anzahl der Gewindegänge um die
das Werkzeug versetzt wird (siehe Bild rechts unten):
0 = eine Schraubenlinie auf die Gewindetiefe
1 = kontinuierliche Schraubenlinie auf der gesamten
Gewindelänge
>1 = mehrere Helixbahnen mit An -und Wegfahren,
dazwischen versetzt die TNC das Werkzeug um Q355
mal der Steigung
Vorschub Vorpositionieren
Q253:
Verfahrgeschwindigkeit des Werkzeugs beim
Eintauchen in das Werkstück bzw. beim
Herausfahren aus dem Werkstück in mm/min
Fräsart
Q351: Art der Fräsbearbeitung bei M03
+1 = Gleichlauffräsen
–1 = Gegenlauffräsen
X
Y
Q207
Q335
X
Z
Q203
Q253
Q201
Q204
Q200
Q239
Q335
Q355 = 1
Q355 > 1
Q355 = 0