6 zyklen zum abz e ilen – HEIDENHAIN TNC 620 (340 56x-01) Benutzerhandbuch
Seite 336
336
8 Programmieren: Zyklen
8.6 Zyklen zum Abz
e
ilen
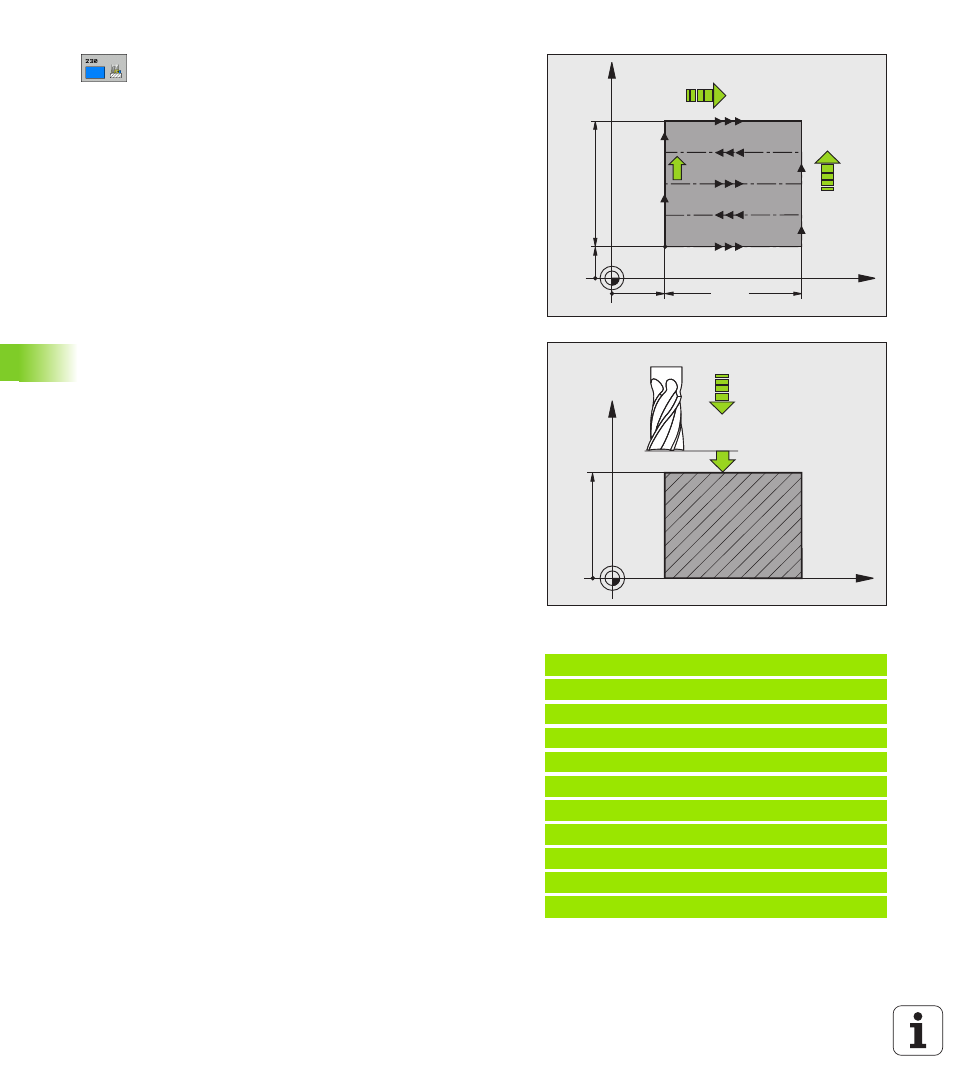
Startpunkt 1. Achse
Q225 (absolut): Min-Punkt-
Koordinate der abzuzeilenden Fläche in der
Hauptachse der Bearbeitungsebene
Startpunkt 2. Achse
Q226 (absolut): Min-Punkt-
Koordinate der abzuzeilenden Fläche in der
Nebenachse der Bearbeitungsebene
Startpunkt 3. Achse
Q227 (absolut): Höhe in der
Spindelachse, auf der abgezeilt wird
1. Seiten-Länge
Q218 (inkremental): Länge der
abzuzeilenden Fläche in der Hauptachse der
Bearbeitungsebene, bezogen auf den Startpunkt
1. Achse
2. Seiten-Länge
Q219 (inkremental): Länge der
abzuzeilenden Fläche in der Nebenachse der
Bearbeitungsebene, bezogen auf den Startpunkt
2. Achse
Anzahl Schnitte
Q240: Anzahl der Zeilen, auf denen
die TNC das Werkzeug in der Breite verfahren soll
Vorschub Tiefenzustellung
Q206:
Verfahrgeschwindigkeit des Werkzeugs beim Fahren
vom Sicherheits-Abstand auf die Frästiefe in mm/min
Vorschub Fräsen
Q207: Verfahrgeschwindigkeit des
Werkzeugs beim Fräsen in mm/min
Vorschub quer
Q209: Verfahrgeschwindigkeit des
Werkzeugs beim Fahren auf die nächste Zeile in mm/
min; wenn Sie im Material quer fahren, dann Q209
kleiner als Q207 eingeben; wenn Sie im Freien quer
fahren, dann darf Q209 größer als Q207 sein
Sicherheits-Abstand
Q200 (inkremental): Abstand
zwischen Werkzeugspitze und Frästiefe für
Positionierung am Zyklus-Anfang und am Zyklus-Ende
Beispiel: NC-Sätze
71 CYCL DEF 230 ABZEILEN
Q225=+10
;STARTPUNKT 1. ACHSE
Q226=+12
;STARTPUNKT 2. ACHSE
Q227=+2.5 ;STARTPUNKT 3. ACHSE
Q218=150
;1. SEITEN-LAENGE
Q219=75
;2. SEITEN-LAENGE
Q240=25
;ANZAHL SCHNITTE
Q206=150
;VORSCHUB TIEFENZ.
Q207=500
;VORSCHUB FRAESEN
Q209=200
;VORSCHUB QUER
Q200=2
;SICHERHEITS-ABST.
X
Y
Q226
Q225
Q219
Q218
Q207
Q209
N = Q240
X
Z
Q200
Q227
Q206