Zyklusablauf – HEIDENHAIN TNC 620 (340 56x-02) Cycle programming Benutzerhandbuch
Seite 229
HEIDENHAIN TNC 620
229
1
0
.3 REGELFLAECHE (Zyklus 231; DIN/
ISO: G231, Sof
tw
a
re
-Option A
d
v
a
nced
pr
ogr
a
mming f
eat
ur
es)
10.3 REGELFLAECHE (Zyklus 231;
DIN/ISO: G231, Software-
Option Advanced programming
features)
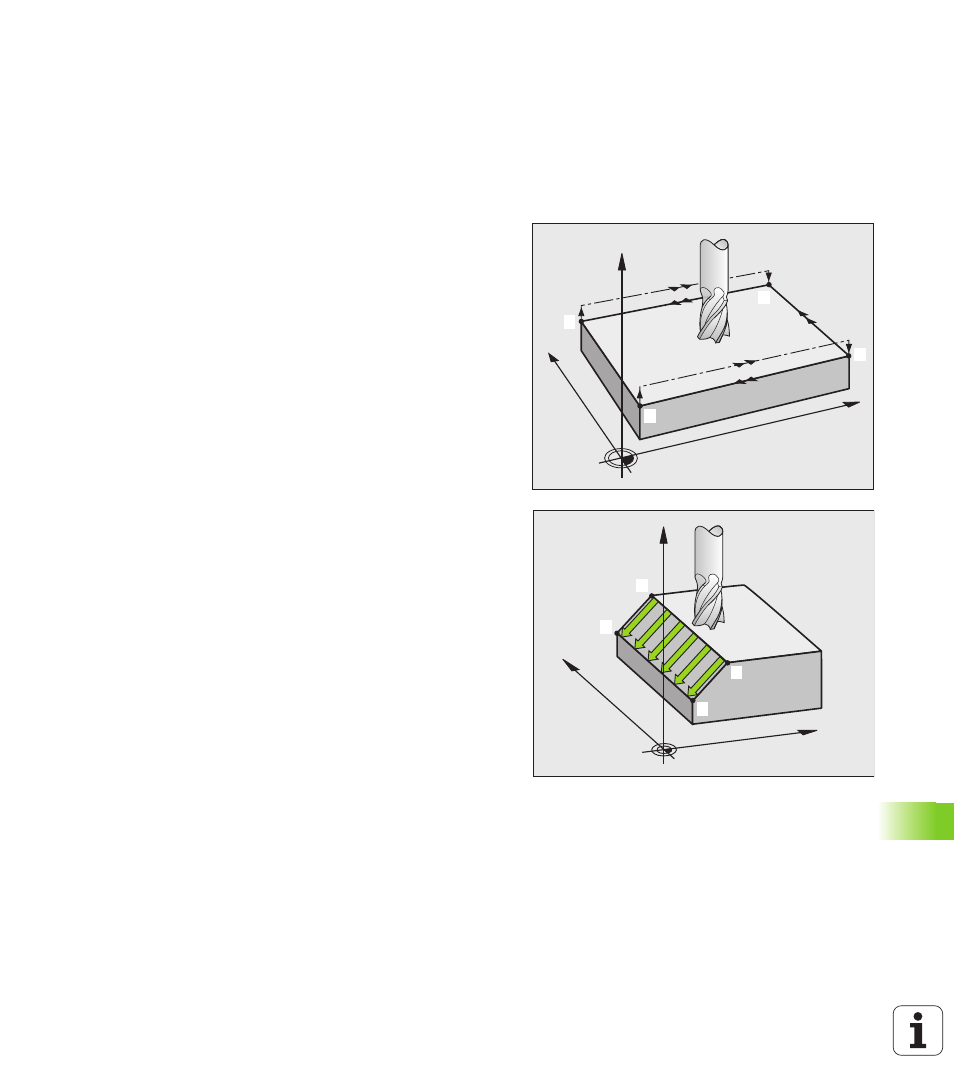
Zyklusablauf
1
Die TNC positioniert das Werkzeug von der aktuellen Position aus
mit einer 3D-Geradenbewegung auf den Startpunkt
1
2
Anschließend fährt das Werkzeug mit dem programmierten
Vorschub Fräsen auf den Endpunkt
2
3
Dort fährt die TNC das Werkzeug im Eilgang FMAX um den
Werkzeug-Durchmesser in positive Spindelachsenrichtung und
danach wieder zurück zum Startpunkt
1
4
Am Startpunkt
1
fährt die TNC das Werkzeug wieder auf den
zuletzt gefahrenen Z-Wert
5
Anschließend versetzt die TNC das Werkzeug in allen drei Achsen
von Punkt
1
in Richtung des Punktes
4
auf die nächste Zeile
6
Danach fährt die TNC das Werkzeug auf den Endpunkt dieser
Zeile. Den Endpunkt berechnet die TNC aus Punkt
2
und einem
Versatz in Richtung Punkt
3
7
Das Abzeilen wiederholt sich, bis die eingegebene Fläche
vollständig bearbeitet ist
8
Am Ende positioniert die TNC das Werkzeug um den Werkzeug-
Durchmesser über den höchsten eingegebenen Punkt in der
Spindelachse
X
Y
Z
1
2
3
4
X
Y
Z
1
2
3
4