1 werkzeug-bewegungen, Bahnfunktionen, Zusatzfunktionen m – HEIDENHAIN TNC 620 (34056x-04) ISO programming Benutzerhandbuch
Seite 168: Unterprogramme und programmteil-wiederholungen, Programmieren mit q-parametern, Werkzeug-bewegungen
Programmieren: Konturen programmieren
6.1
Werkzeug-Bewegungen
6
168
TNC 620 | Benutzer-Handbuch DIN/ISO-Programmierung | 3/2013
6.1
Werkzeug-Bewegungen
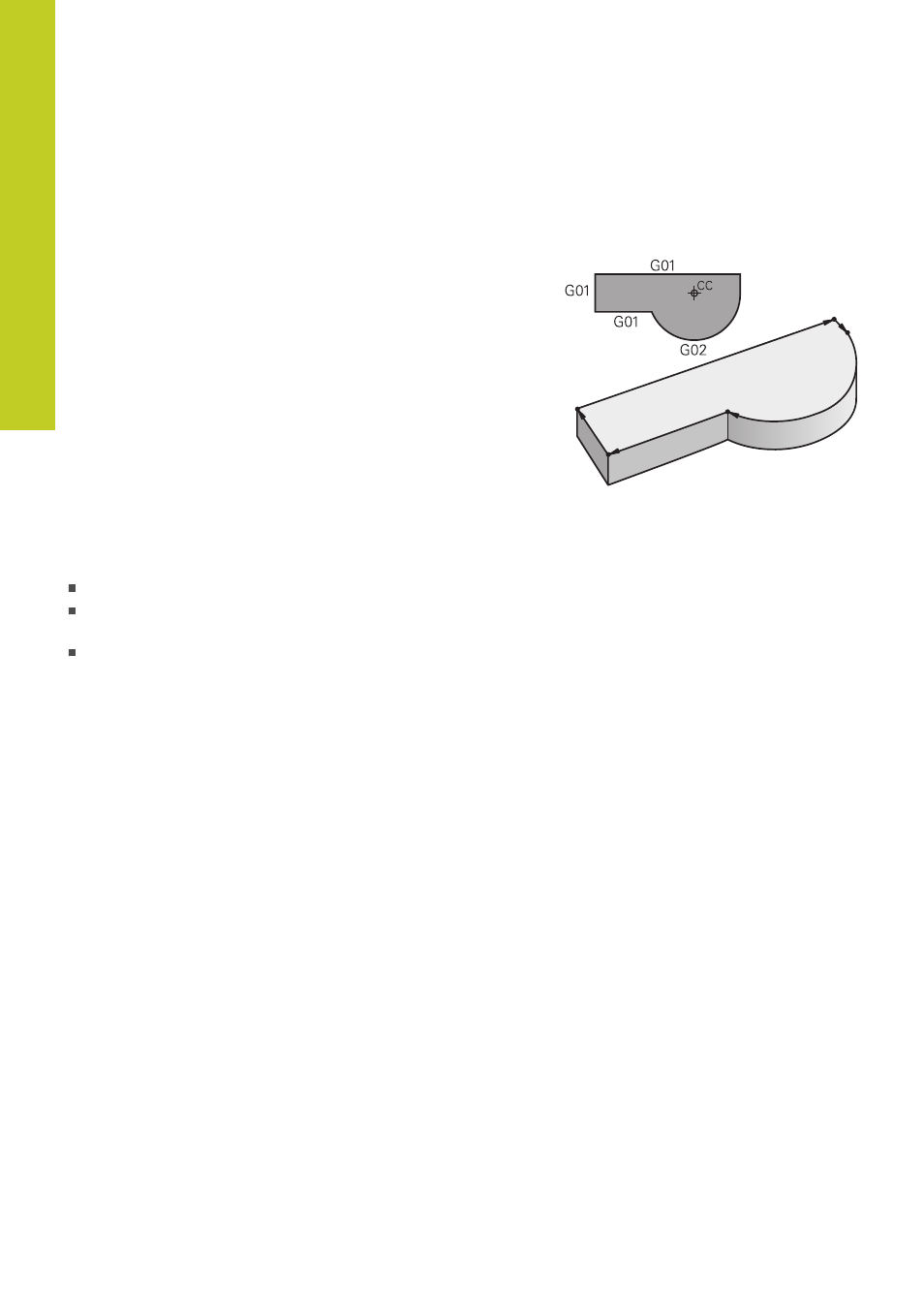
Bahnfunktionen
Eine Werkstück-Kontur setzt sich gewöhnlich aus mehreren
Konturelementen wie Geraden und Kreisbögen zusammen. Mit
den Bahnfunktionen programmieren Sie die Werkzeugbewegungen
für
Geraden und Kreisbögen.
Zusatzfunktionen M
Mit den Zusatzfunktionen der TNC steuern Sie
den Programmlauf, z.B. eine Unterbrechung des Programmlaufs
die Maschinenfunktionen, wie das Ein- und Ausschalten der
Spindeldrehung und des Kühlmittels
das Bahnverhalten des Werkzeugs
Unterprogramme und Programmteil-Wiederholungen
Bearbeitungs-Schritte, die sich wiederholen, geben Sie nur einmal
als Unterprogramm oder Programmteil-Wiederholung ein. Wenn
Sie einen Teil des Programms nur unter bestimmten Bedingungen
ausführen lassen möchten, dann legen Sie diese Programmschritte
ebenfalls in einem Unterprogramm fest. Zusätzlich kann ein
Bearbeitungs-Programm ein weiteres Programm aufrufen und
ausführen lassen.
Das Programmieren mit Unterprogrammen und Programmteil-
Wiederholungen ist in Kapitel 7 beschrieben.
Programmieren mit Q-Parametern
Im Bearbeitungs-Programm stehen Q-Parameter stellvertretend
für Zahlenwerte: Einem Q-Parameter wird an anderer Stelle
ein Zahlenwert zugeordnet. Mit Q-Parametern können Sie
mathematische Funktionen programmieren, die den Programmlauf
steuern oder die eine Kontur beschreiben.
Zusätzlich können Sie mit Hilfe der Q-Parameter-Programmierung
Messungen mit dem 3D-Tastsystem während des Programmlaufs
ausführen.
Das Programmieren mit Q-Parametern ist in Kapitel 8 beschrieben.