HEIDENHAIN TNC 620 (73498x-01) Benutzerhandbuch
Seite 398
398
Programmieren: Mehrachsbearbeitung
1
1
.6 Dr
eidimensionale W
e
rk
z
e
ug-K
o
rr
ekt
ur (Sof
tw
ar
e-Option 2)
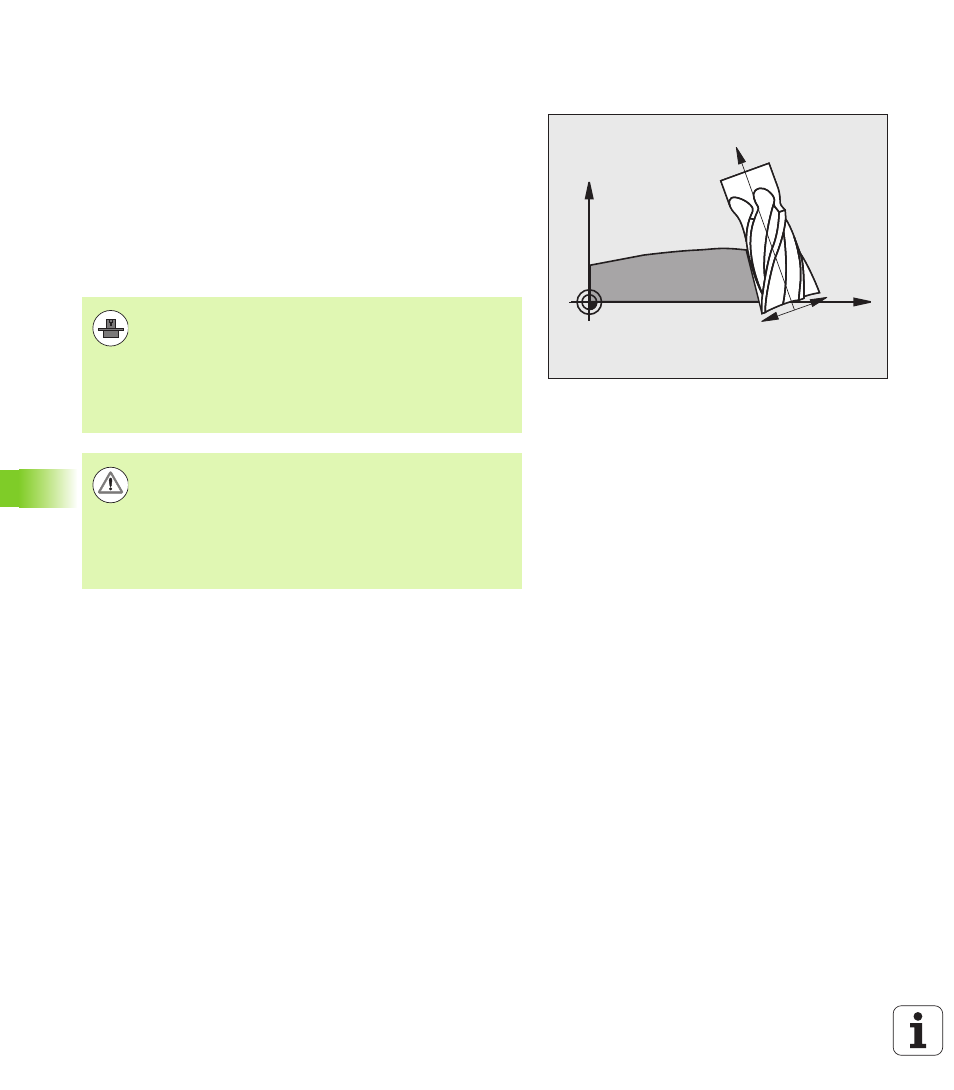
Peripheral Milling: 3D-Radiuskorrektur mit
TCPM und Radius-Korrektur (RL/RR)
Die TNC versetzt das Werkzeug senkrecht zur Bewegungsrichtung
und senkrecht zur Werkzeugrichtung um die Summe der Delta-Werte
DR
(Werkzeug-Tabelle und TOOL CALL). Die Korrekturrichtung legen Sie
mit der Radiuskorrektur RL/RR fest (siehe Bild, Bewegungsrichtung
Y+). Damit die TNC die vorgegebene Werkzeug-Orientierung
erreichen kann, müssen Sie die Funktion M128 aktivieren (siehe
„Position der Werkzeugspitze beim Positionieren von
Schwenkachsen beibehalten (TCPM): M128 (Software-Option 2)” auf
Seite 384). Die TNC positioniert dann die Drehachsen der Maschine
automatisch so, dass das Werkzeug die vorgegebene Werkzeug-
Orientierung mit der aktiven Korrektur erreicht.
X
Z
RL
RR
Die TNC kann nicht bei allen Maschinen die Drehachsen
automatisch positionieren. Beachten Sie Ihr
Maschinenhandbuch.
Beachten Sie, dass die TNC eine Korrektur um die
definierten Delta-Werte durchführt. Ein in der Werkzeug-
Tabelle definierter Werkzeug-Radius R hat keinen Einfluss
auf die Korrektur.
Achtung Kollisionsgefahr!
Bei Maschinen, deren Drehachsen nur einen
eingeschränkten Verfahrbereich erlauben, können beim
automatischen Positionieren Bewegungen auftreten, die
beispielsweise eine 180°-Drehung des Tisches erfordern.
Achten Sie auf Kollisionsgefahr des Kopfes mit dem
Werkstück oder mit Spannmitteln.