Zyklusparameter – HEIDENHAIN TNC 640 (34059x-04) Cycle programming Benutzerhandbuch
Seite 162
Bearbeitungszyklen: Taschenfräsen / Zapfenfräsen / Nutenfräsen
5.7
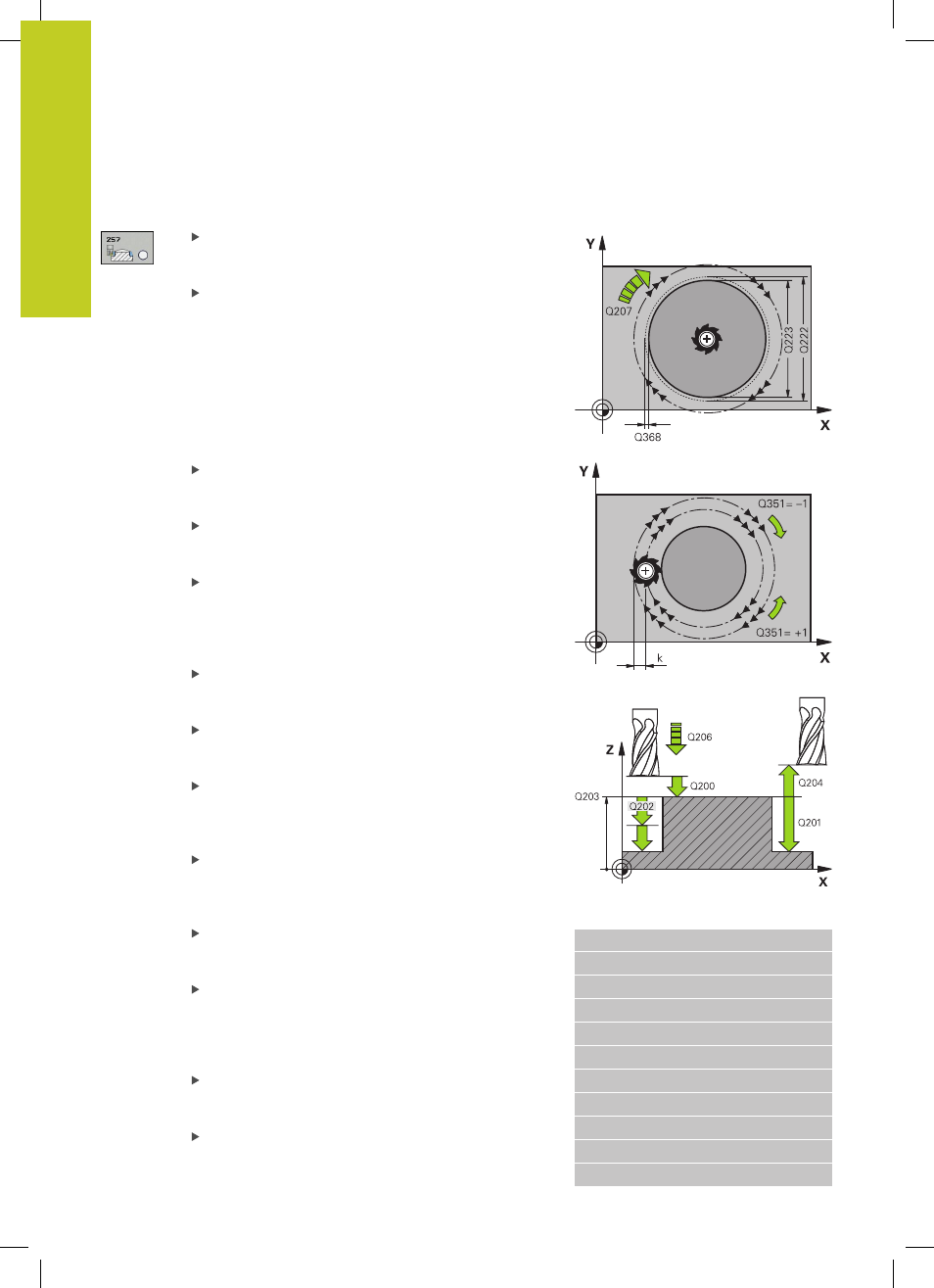
KREISZAPFEN (Zyklus 257, DIN/ISO: G257)
5
162
TNC 640 | Benutzer-Handbuch Zyklenprogrammierung | 1/2014
Zyklusparameter
Fertigteil-Durchmesser Q223: Durchmesser des
fertig bearbeiteten Zapfens. Eingabebereich 0 bis
99999,9999
Rohteil-Durchmesser Q222: Durchmesser
des Rohteils. Rohteil-Durchmesser größer
Fertigteil-Durchmesser eingeben. Die TNC führt
mehrere seitliche Zustellungen aus, wenn die
Differenz zwischen Rohteil-Durchmesser und
Fertigteil-Durchmesser größer ist als die erlaubte
seitliche Zustellung (Werkzeug-Radius mal Bahn-
Überlappung
Q370). Die TNC berechnet immer eine
konstante seitliche Zustellung. Eingabebereich 0 bis
99999,9999
Schlichtaufmaß Seite Q368 (inkremental): Schlicht-
Aufmaß in der Bearbeitungs-Ebene. Eingabebereich
0 bis 99999,9999
Vorschub Fräsen Q207: Verfahrgeschwindigkeit des
Werkzeugs beim Fräsen in mm/min. Eingabebereich
0 bis 99999,999 alternativ
FAUTO, FU, FZ
Fräsart Q351: Art der Fräsbearbeitung bei M3:
+1 = Gleichlauffräsen
–1 = Gegenlauffräsen
PREDEF: Die TNC verwendet Wert aus GLOBAL
DEF-Satz
Tiefe Q201 (inkremental): Abstand Werkstück-
Oberfläche – Zapfengrund. Eingabebereich
-99999,9999 bis 99999,9999
Zustell-Tiefe Q202 (inkremental): Maß, um welches
das Werkzeug jeweils zugestellt wird; Wert größer 0
eingeben. Eingabebereich 0 bis 99999,9999
Vorschub Tiefenzustellung Q206:
Verfahrgeschwindigkeit des Werkzeugs beim
Fahren auf Tiefe in mm/min. Eingabebereich 0 bis
99999,999 alternativ
FMAX, FAUTO, FU, FZ
Sicherheits-Abstand Q200 (inkremental): Abstand
zwischen Werkzeugspitze und Werkstück-
Oberfläche. Eingabebereich 0 bis 99999,9999
alternativ
PREDEF
Koord. Werkstück-Oberfläche Q203 (absolut):
Koordinate Werkstück-Oberfläche. Eingabebereich
-99999,9999 bis 99999,9999
2. Sicherheits-Abstand Q204 (inkremental):
Koordinate Spindelachse, in der keine Kollision
zwischen Werkzeug und Werkstück (Spannmittel)
erfolgen kann. Eingabebereich 0 bis 99999,9999
alternativ
PREDEF
Bahn-Überlappung Faktor Q370: Q370 x
Werkzeug-Radius ergibt die seitliche Zustellung k.
Eingabebereich 0,1 bis 1,414 alternativ
PREDEF
Startwinkel Q376: Polarwinkel bezogen auf den
Zapfenmittelpunkt, von dem aus das Werkzeug an
den Zapfen anfährt. Eingabebereich 0 bis 359°
NC-Sätze
8 CYCL DEF 257 KREISZAPFEN
Q223=60
;FERTIGTEIL-DURCHM.
Q222=60
;ROHTEIL-DURCHM.
Q368=0.2
;AUFMASS SEITE
Q207=500
;VORSCHUB FRAESEN
Q351=+1
;FRAESART
Q201=-20
;TIEFE
Q202=5
;ZUSTELL-TIEFE
Q206=150
;VORSCHUB TIEFENZ.
Q200=2
;SICHERHEITS-ABST.
Q203=+0
;KOOR. OBERFLAECHE