Zyklusparameter – HEIDENHAIN TNC 640 (34059x-04) Cycle programming Benutzerhandbuch
Seite 96
Bearbeitungszyklen: Bohren
3.10
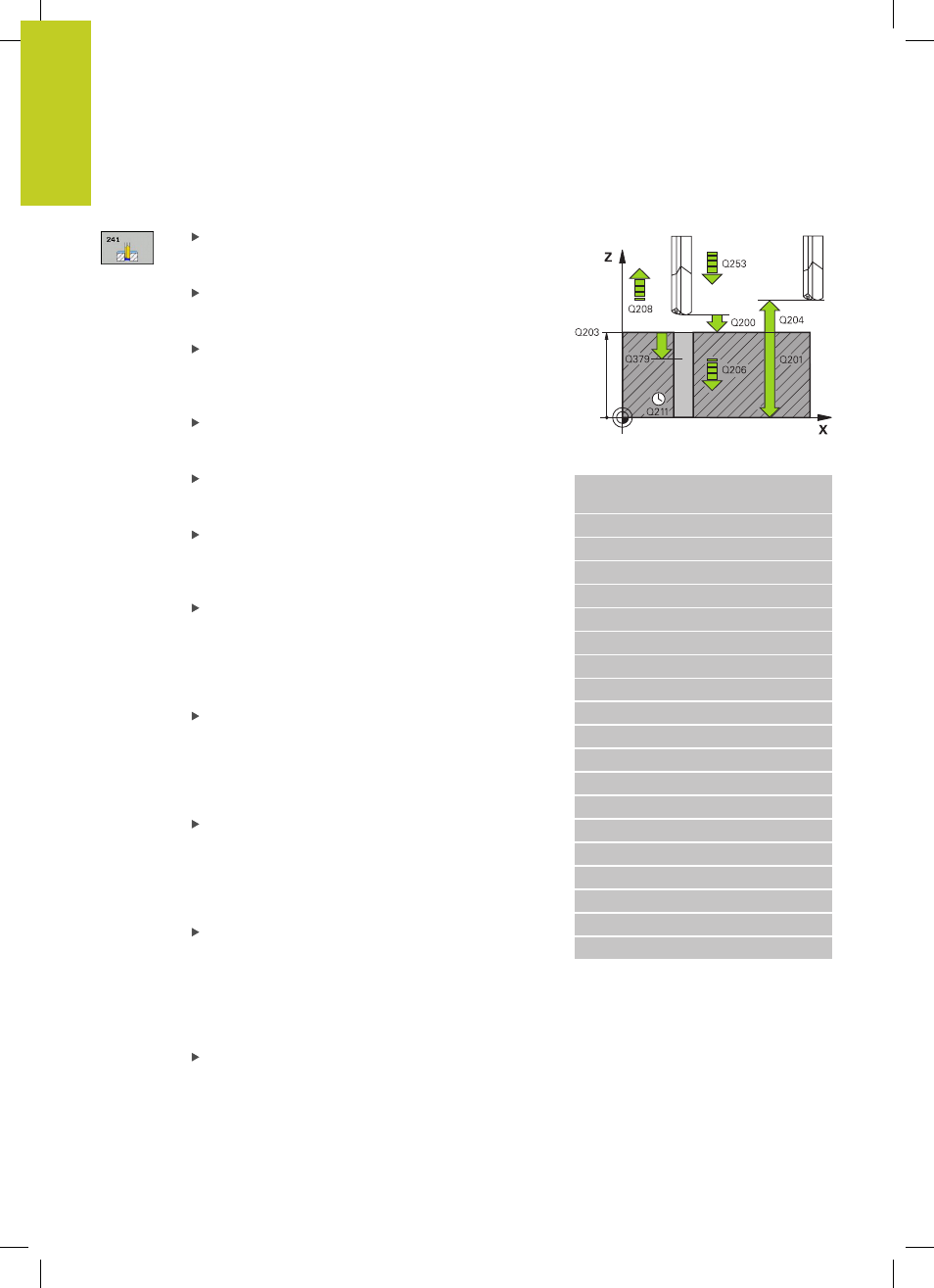
EINLIPPEN-TIEFBOHREN (Zyklus 241, DIN/ISO: G241)
3
96
TNC 640 | Benutzer-Handbuch Zyklenprogrammierung | 1/2014
Zyklusparameter
Sicherheits-Abstand Q200 (inkremental):
Abstand Werkzeugspitze – Werkstück-Oberfläche.
Eingabebereich 0 bis 99999,9999
Tiefe Q201 (inkremental): Abstand Werkstück-
Oberfläche – Bohrungsgrund. Eingabebereich
-99999,9999 bis 99999,9999
Vorschub Tiefenzustellung Q206:
Verfahrgeschwindigkeit des Werkzeugs beim
Bohren in mm/min. Eingabebereich 0 bis 99999,999
alternativ
FAUTO, FU
Verweilzeit unten Q211: Zeit in Sekunden,
die das Werkzeug am Bohrungsgrund verweilt.
Eingabebereich 0 bis 3600,0000
Koord. Werkstück-Oberfläche Q203 (absolut):
Koordinate Werkstück-Oberfläche. Eingabebereich
-99999,9999 bis 99999,9999
2. Sicherheits-Abstand Q204 (inkremental):
Koordinate Spindelachse, in der keine Kollision
zwischen Werkzeug und Werkstück (Spannmittel)
erfolgen kann. Eingabebereich 0 bis 99999,9999
Vertiefter Startpunkt Q379 (inkremental bezogen
auf die Werkstück-Oberfläche): Startpunkt
der eigentlichen Bohrbearbeitung. Die TNC
fährt im
Vorschub Vorpositionieren vom
Sicherheits-Abstand auf den vertieften Startpunkt.
Eingabebereich 0 bis 99999,9999
Vorschub Vorpositionieren Q253:
Verfahrgeschwindigkeit des Werkzeugs beim
Positionieren vom Sicherheits-Abstand auf den
vertieften Startpunkt in mm/min. Wirkt nur, wenn
Q379 ungleich 0 eingegeben ist. Eingabebereich 0
bis 99999,999 alternativ
FMAX, FAUTO
Vorschub Rückzug Q208: Verfahrgeschwindigkeit
des Werkzeugs beim Herausfahren aus der Bohrung
in mm/min. Wenn Sie Q208=0 eingeben, dann fährt
die TNC das Werkzeug mit Bohrvorschub Q206
heraus. Eingabebereich 0 bis 99999,999 alternativ
FMAX, FAUTO
Drehr. ein-/ausfahren (3/4/5) Q426: Drehrichtung,
in die das Werkzeug beim Einfahren in die Bohrung
und beim Herausfahren aus der Bohrung drehen
soll. Eingabe:
3
: Spindel mit M3 drehen
4
: Spindel mit M4 drehen
5
: Mit stehender Spindel fahren
Spindeldrehzahl ein-/ausfahren Q427: Drehzahl,
mit der das Werkzeug beim Einfahren in die
Bohrung und beim Herausfahren aus der Bohrung
drehen soll. Eingabebereich 0 bis 99999
NC-Sätze
11 CYCL DEF 241 EINLIPPEN-
TIEFBOHREN
Q200=2
;SICHERHEITS-ABST.
Q201=-80
;TIEFE
Q206=150
;VORSCHUB TIEFENZ.
Q211=0.25
;VERWEILZEIT UNTEN
Q203=+100
;KOOR. OBERFLAECHE
Q204=50
;2. SICHERHEITS-ABST.
Q379=7.5
;STARTPUNKT
Q253=750
;VORSCHUB VORPOS.
Q208=1000
;VORSCHUB RUECKZUG
Q426=3
;SP.-DREHRICHTUNG
Q427=25
;DREHZAHL EIN-/AUSF.
Q428=500
;DREHZAHL BOHREN
Q429=8
;KUEHLUNG EIN
Q430=9
;KUEHLUNG AUS
Q435=0
;VERWEILTIEFE
Q401=100
;VORSCHUBFAKTOR
Q202=9999
;MAX. ZUSTELL-TIEFE
Q212=0
;ABNAHMEBETRAG
Q205=0
;MIN. ZUSTELL-TIEFE