Fehlercode-fehlerbeseitigung (2 von 8) – Hypertherm HSD130 Remote High Frequency Console Benutzerhandbuch
Seite 118
WARTUNG
5-8
HySpeed HSD130 RHF
Betriebsanleitung
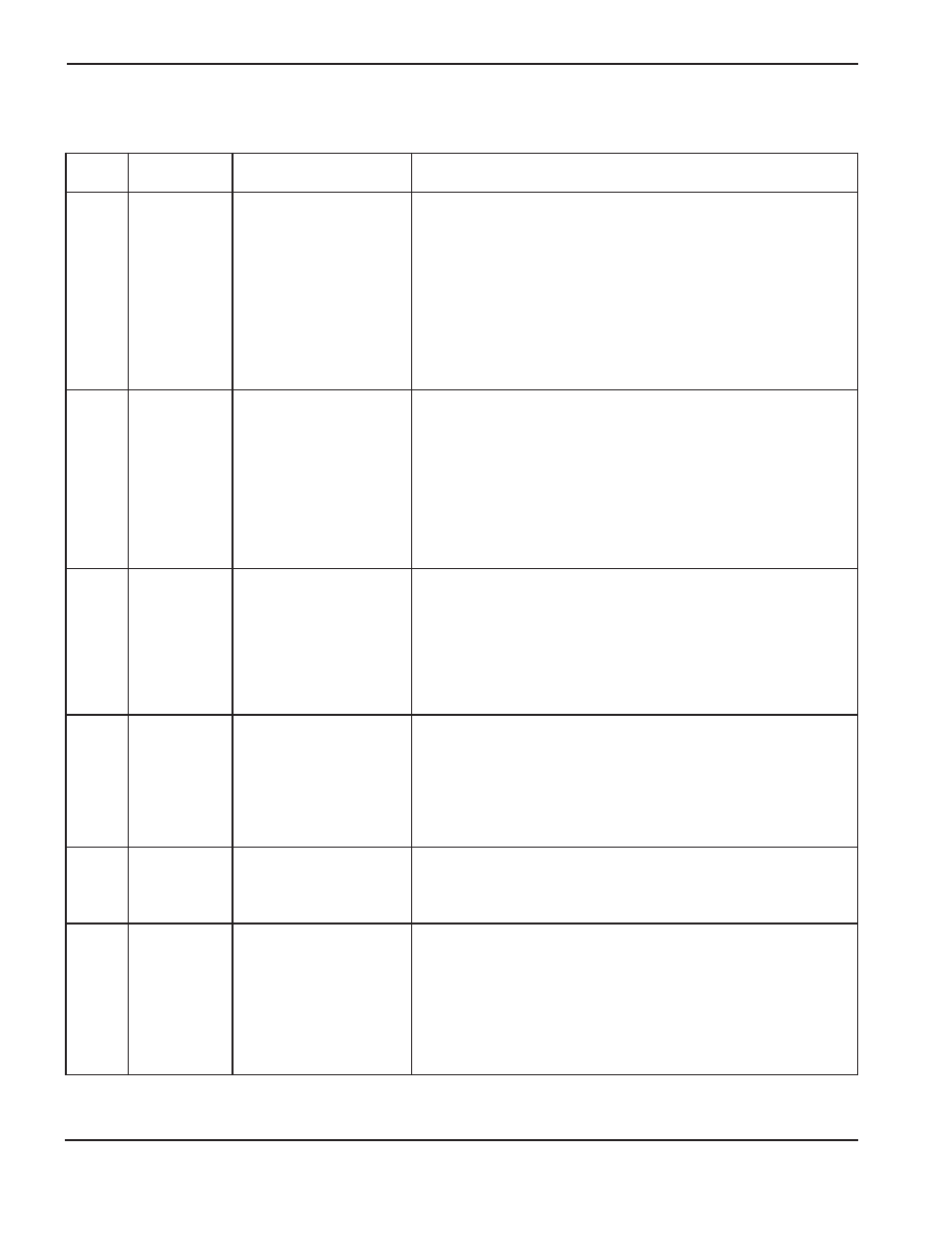
Fehlercode-Fehlerbeseitigung (2 von 8)
Fehler-
code
Name
Beschreibung
Korrekturmaßnahme
026
Übertragungs-
verlust
Nach Übertragung ging das
Übertragungssignal verloren.
Das Signal ist < 3,5 A.
1. Nachprüfen, ob die Verschleißteile in einwandfreiem Zustand sind.
2. Auf ordnungsgemäße Gaseinstellungen überprüfen.
3. Lochstech-Verzögerungszeit nachprüfen
4. Nachprüfen, ob der Lichtbogen während des Schneidens den Kontakt
mit der Platte verloren hat, z. B. beim Schneiden von Löchern oder bei
Abfallstücken.
5. Werkstückkabel auf Beschädigung oder lose Verbindungen
untersuchen.
6. Versuch unternehmen, das Werkstückkabel direkt mit dem Werkstück
zu verbinden.
7. Chopper-Überprüfung vornehmen (siehe Abschnitt Wartung).
027
Phasenverlust
Es besteht ein Phasen-
Ungleichgewicht zum
Chopper nach dem
Einschalten des
Hauptschützes oder
während des Schneidens.
1. Spannung zwischen den Phasen zur Stromquelle nachprüfen.
2. Stromzufuhr zur Stromquelle unterbrechen, Abdeckung des
Hauptschützes entfernen und Kontakte auf übermäßige Abnutzung
untersuchen.
3. Netzkabel, Hauptschütz und Eingang zum Chopper auf lose
Verbindungen untersuchen.
4. Phasenverlust-Sicherungen auf der Stromverteiler-Baukarte (PCB3)
untersuchen. Baukarte austauschen, wenn Sicherungen durchgebrannt
sind.
5. Phasenverlust-Überprüfung vornehmen (siehe Abschnitt Wartung).
031
Startsignal ist
verloren
gegangen
Startsignal wurde
empfangen und ging dann
verloren, bevor ein
Lichtbogen aufgebaut
wurde.
1. Wird zur Versorgung der HSD mit einem Startsignal ein mechanisches
Relais verwendet, springt dieses Relais, wenn es aktiviert ist, oder die
Kontakte sind fehlerhaft. Relais austauschen.
2. Schnittstellenkabel auf Beschädigung, fehlerhafte Klemmverbindungen
oder schlechte elektrische Anschlüsse untersuchen.
3. Ist das Schnittstellenkabel einwandfrei und ein Relais treibt den
Starteingang nicht an, lässt die CNC das Startsignal fallen, bevor ein
stabiler Lichtbogen aufgebaut worden ist.
032
Halte-Zeitsperre
Das Haltesignal war länger
als 60 Sekunden aktiv.
1. Schnittstellenkabel auf Beschädigung prüfen. Die Haltedrähte sind
möglicherweise innen kurzgeschlossen.
2. Hält die CNC diesen Eingang aufrecht, kann es sein, dass sie auf
einen Eingang wartet, dass der IHS von einem anderen Brenner fertig
ist.
3. Ist das CNC-Schnittstellenkabel in Ordnung und es handelt sich um
eine Anlage mit einem Brenner, PCB4 auswechseln.
035
Niedriger
Vorströmungs-
druck
Vorströmungsgasdruck
unterhalb der Untergrenze
von 0,4 Bar.
1. Wahlschalter in SET-(Einstellung)-Stellung bringen. Die dreistellige
LED zeigt den Vorströmungs-Zufuhrdruck an. Der Druckwert sollte
zwischen 6,2 Bar und 8,3 Bar liegen.
2. Überprüfen, ob das Burkart-Ventil ordnungsgemäß funktioniert.
042
Stickstoff-
Gasdurch-
spülfehler
Niedriger oder kein
Stickstoffdruck während des
Durchspülens. Eine
Durchspülung erfolgt, wenn
von einem Brenngas-
Prozess auf einen
Sauerstoff- oder Luft-
Prozess umgeschaltet wird.
1.Nachprüfen, ob die Stickstoffzufuhr eingeschaltet ist, und
Gaszufuhrdruck und restliche Gasmenge in den Zufuhrtanks
kontrollieren.
2. Nachprüfen, ob der Gasregler auf 7,2 Bar eingestellt ist. Siehe
Einstellung des Zufuhrreglers (Abschnitt Installation).