Legierter stahl, Plasma h35 / n, Sekundärgas 130 a schneiden – Hypertherm HSD130 Remote High Frequency Console Benutzerhandbuch
Seite 98
BEDIENUNG
HySpeed HSD130 RHF
Betriebsanleitung
4-19
Durchflußmengen – lpm/scfh
H35
N
2
Vorströmung
0 / 0
164 / 348
Betriebsströmung
61 / 130
141 / 298
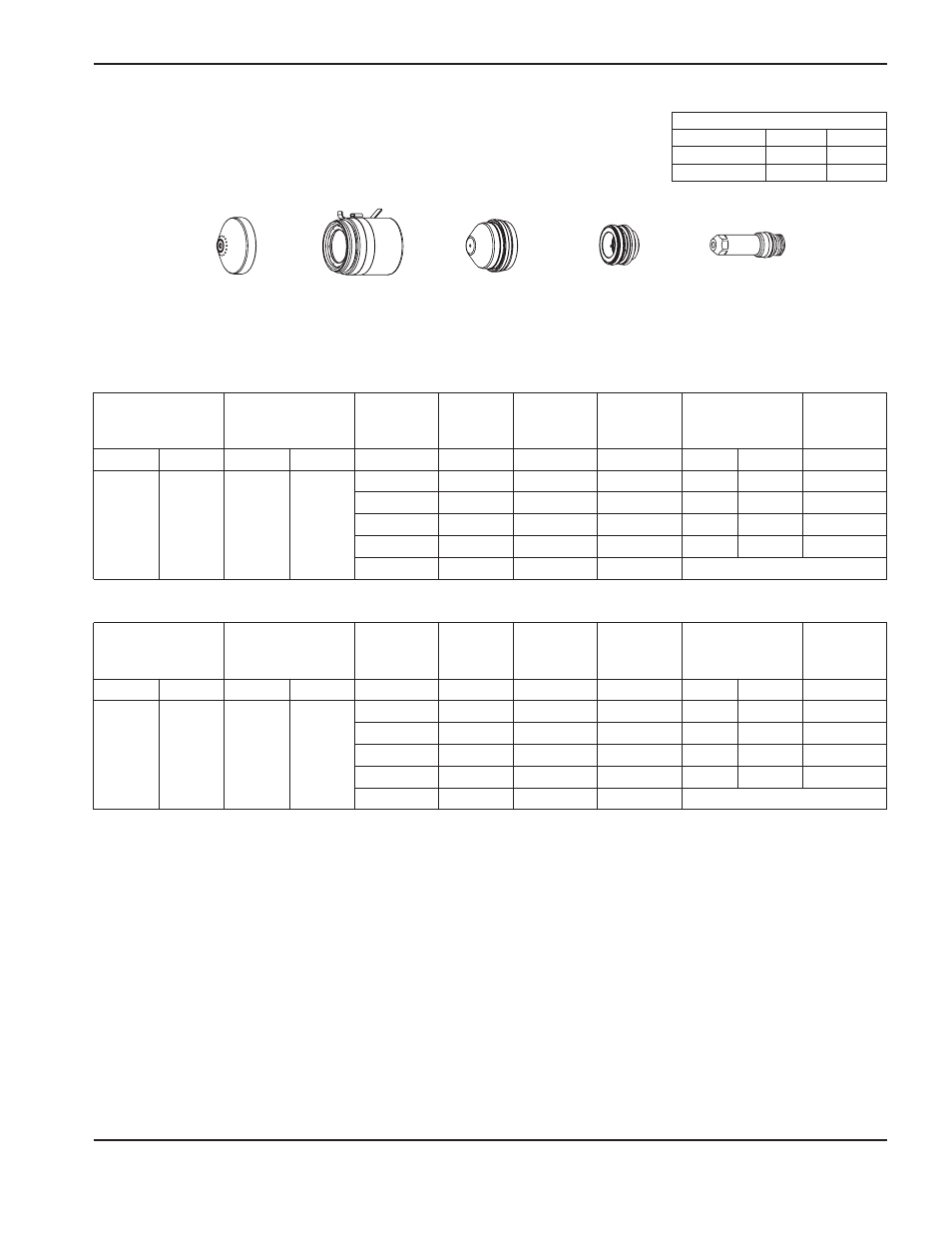
Legierter Stahl
Plasma H35 / N
2
Sekundärgas
130 A Schneiden
220536
220535
220529
020415
220534
220533 (ohne Signalanschluss
für induktiven Höhensensor)
Metrisches maßsystem
Englisches maßsystem
Gase
auswählen
Betriebsdurchfluss
einstellen
Material-
dicke
Lichtbogen
Spannung
Abstand
Brenner zum
Werkstück
Schneid-
geschwindig-
keit
Anfangs-
lochstechhöhe
Lochstech
Verzögerung
Plasma
Sekundär
Plasma
Sekundär
zoll
V
zoll
ipm
zoll
faktor %
Sekunden
H35
N
2
70
75
3/8
150
0.180
40
0.310
170
0.3
1/2
154
0.180
30
0.310
170
0.5
5/8
157
0.180
20
0.310
170
0.8
3/4
162
0.180
15
0.310
170
1.3
1
167
0.180
10
Kantenstart
Gase
auswählen
Betriebsdurchfluss
einstellen
Material-
dicke
Lichtbogen
Spannung
Abstand
Brenner zum
Werkstück
Schneid-
geschwindig-
keit
Anfangs-
lochstechhöhe
Lochstech
Verzögerung
Plasma
Sekundär
Plasma
Sekundär
mm
V
mm
mm/m
mm
faktor %
Sekunden
H35
N
2
70
75
10
150
4,6
980
7,8
170
0,3
12
154
4,6
820
7,8
170
0,5
15
157
4,6
580
7,8
170
0,8
20
162
4,6
360
7,8
170
1,3
25
167
4,6
260
Kantenstart