Legierter stahl, Plasma n, Sekundärgas 130 a schneiden – Hypertherm HSD130 Remote High Frequency Console Benutzerhandbuch
Seite 97
BEDIENUNG
4-18
HySpeed HSD130 RHF
Betriebsanleitung
Durchflußmengen – lpm/scfh
N
2
Vorströmung
165 / 350
Betriebsströmung
173 / 366
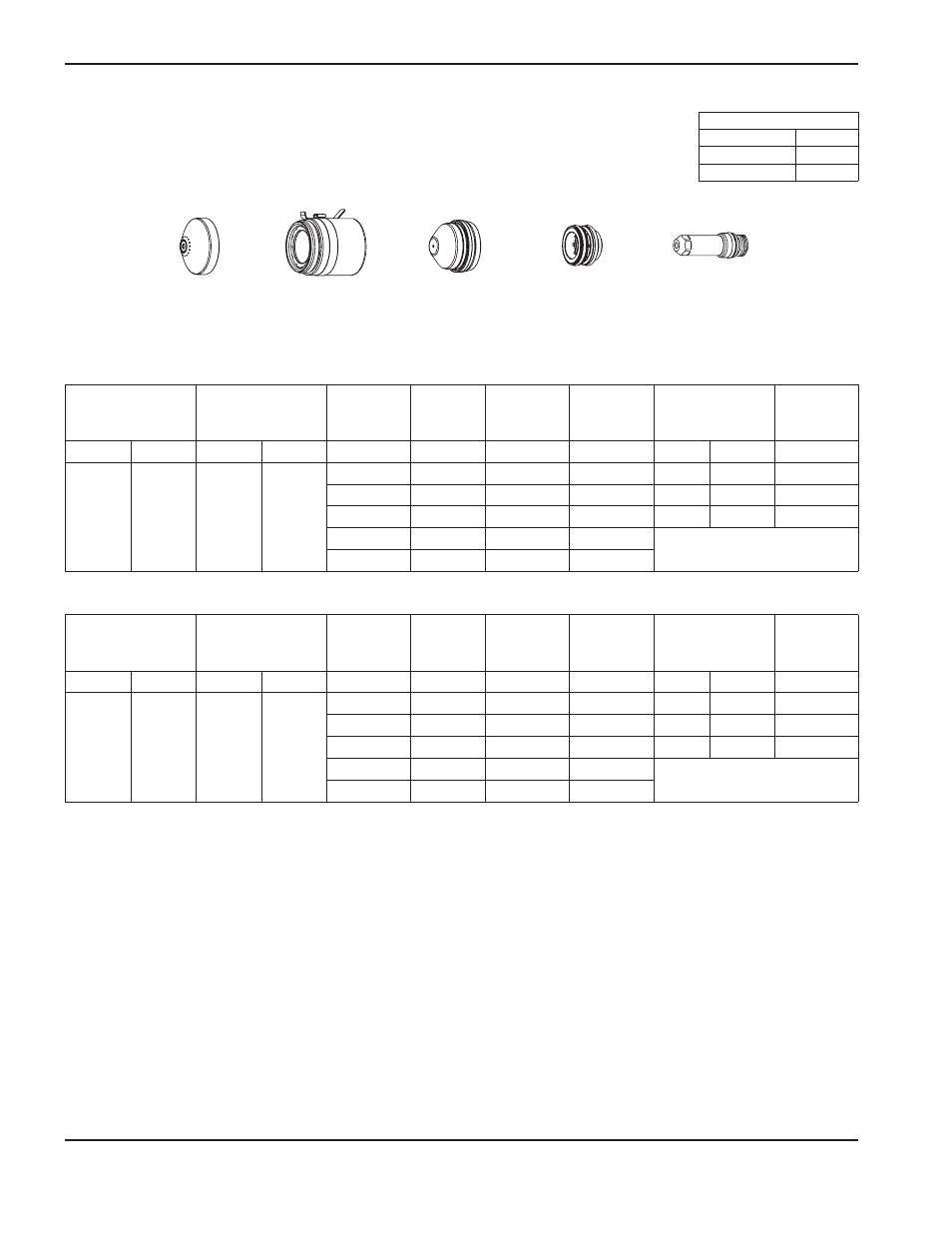
Legierter Stahl
Plasma N
2
/ N
2
Sekundärgas
130 A Schneiden
220536
220535
220488
020415
220578
220490 (ohne Signalanschluss
für induktiven Höhensensor)
Metrisches maßsystem
Englisches maßsystem
Gase
auswählen
Betriebsdurchfluss
einstellen
Material-
dicke
Lichtbogen
Spannung
Abstand
Brenner zum
Werkstück
Schneid-
geschwindig-
keit
Anfangs-
lochstechhöhe
Lochstech
Verzögerung
Plasma
Sekundär
Plasma
Sekundär
zoll
V
zoll
ipm
zoll
faktor %
Sekunden
N
2
N
2
46
71
1/4
130
0.120
90
0.240
200
0.3
3/8
132
0.140
70
0.280
200
0.5
1/2
141
0.140
35
0.280
200
0.8
5/8
144
0.150
25
Kantenstart
3/4
153
0.170
15
Gase
auswählen
Betriebsdurchfluss
einstellen
Material-
dicke
Lichtbogen
Spannung
Abstand
Brenner zum
Werkstück
Schneid-
geschwindig-
keit
Anfangs-
lochstechhöhe
Lochstech
Verzögerung
Plasma
Sekundär
Plasma
Sekundär
mm
V
mm
mm/m
mm
faktor %
Sekunden
N
2
N
2
46
71
6
130
3,0
2340
6,0
200
0,3
10
132
3,6
1640
7,2
200
0,5
12
141
3,6
1080
7,2
200
0,8
15
144
3,8
700
Kantenstart
20
153
4,3
300