Tabellen-struktur verändern, 5 arbeit en mit sc hnit tdat e n-t a bellen – HEIDENHAIN iTNC 530 (340 422) ISO programming Benutzerhandbuch
Seite 162
162
5 Programmieren: Werkzeuge
5.5 Arbeit
en mit Sc
hnit
tdat
e
n-T
a
bellen
Vorgehensweise beim Arbeiten mit
automatischer Drehzahl-/Vorschub-Berechnung
1
Wenn noch nicht eingetragen: Werkstück-Material in Datei
WMAT.TAB eintragen
2
Wenn noch nicht eingetragen: Schneidstoff-Material in Datei
TMAT.TAB eintragen
3
Wenn noch nicht eingetragen: Alle für die Schnittdaten-Berech-
nung erforderlichen werkzeugspezifischen Daten in der Werkzeug-
Tabelle eintragen:
n
Werkzeug-Radius
n
Anzahl der Zähne
n
Werkzeug-Typ
n
Werkzeug-Schneidstoff
n
Zum Werkzeug gehörende Schnittdaten-Tabelle
4
Wenn noch nicht eingetragen: Schnittdaten in einer beliebigen
Schnittdaten-Tabelle (CDT-Datei) eintragen
5
Betriebsart Test: Werkzeug-Tabelle aktivieren, aus der die TNC die
werkzeugspezifischen Daten entnehmen soll (Status S)
6
Im NC-Programm: Über Softkey WMAT Werkstück-Material fest-
legen
7
Im NC-Programm: Im TOOL CALL-Satz Spindeldrehzahl und Vor-
schub über Softkey automatisch berechnen lassen
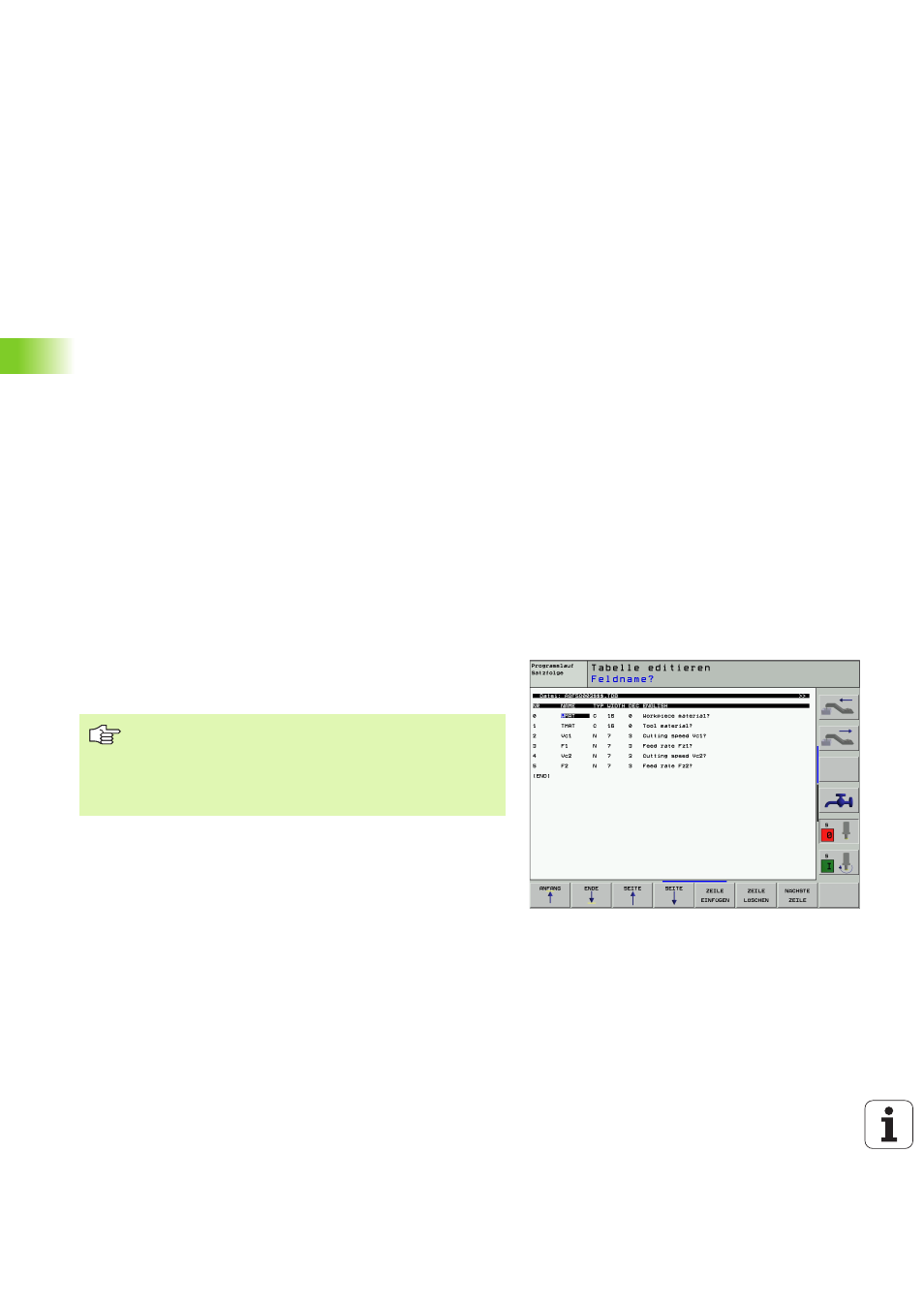
Tabellen-Struktur verändern
Schnittdaten-Tabellen sind für die TNC sogenannte „frei definierbare
Tabellen“. Das Format frei definierbarer Tabellen können Sie mit dem
Struktur-Editor ändern.
Struktur-Editor aufrufen
Drücken Sie den Softkey FORMAT EDITIEREN (2. Softkey-Ebene). Die
TNC öffnet das Editor-Fenster (siehe Bild rechts), in dem die Tabellen-
struktur „um 90° gedreht“ dargestellt ist. Eine Zeile im Editor-Fenster
definiert eine Spalte in der zugehörigen Tabelle. Entnehmen Sie die
Bedeutung des Strukturbefehls (Kopfzeileneintrag) aus nebenstehen-
der Tabelle.
Die TNC kann maximal 200 Zeichen pro Zeile und maximal
30 Spalten verarbeiten.
Wenn Sie in eine bestehende Tabelle nachträglich eine
Spalte einfügen, dann verschiebt die TNC bereits einge-
tragene Werte nicht automatisch.