1 mit zyklen arbeit en – HEIDENHAIN iTNC 530 (340 422) ISO programming Benutzerhandbuch
Seite 225
HEIDENHAIN iTNC 530
225
8.1 Mit Zyklen arbeit
en
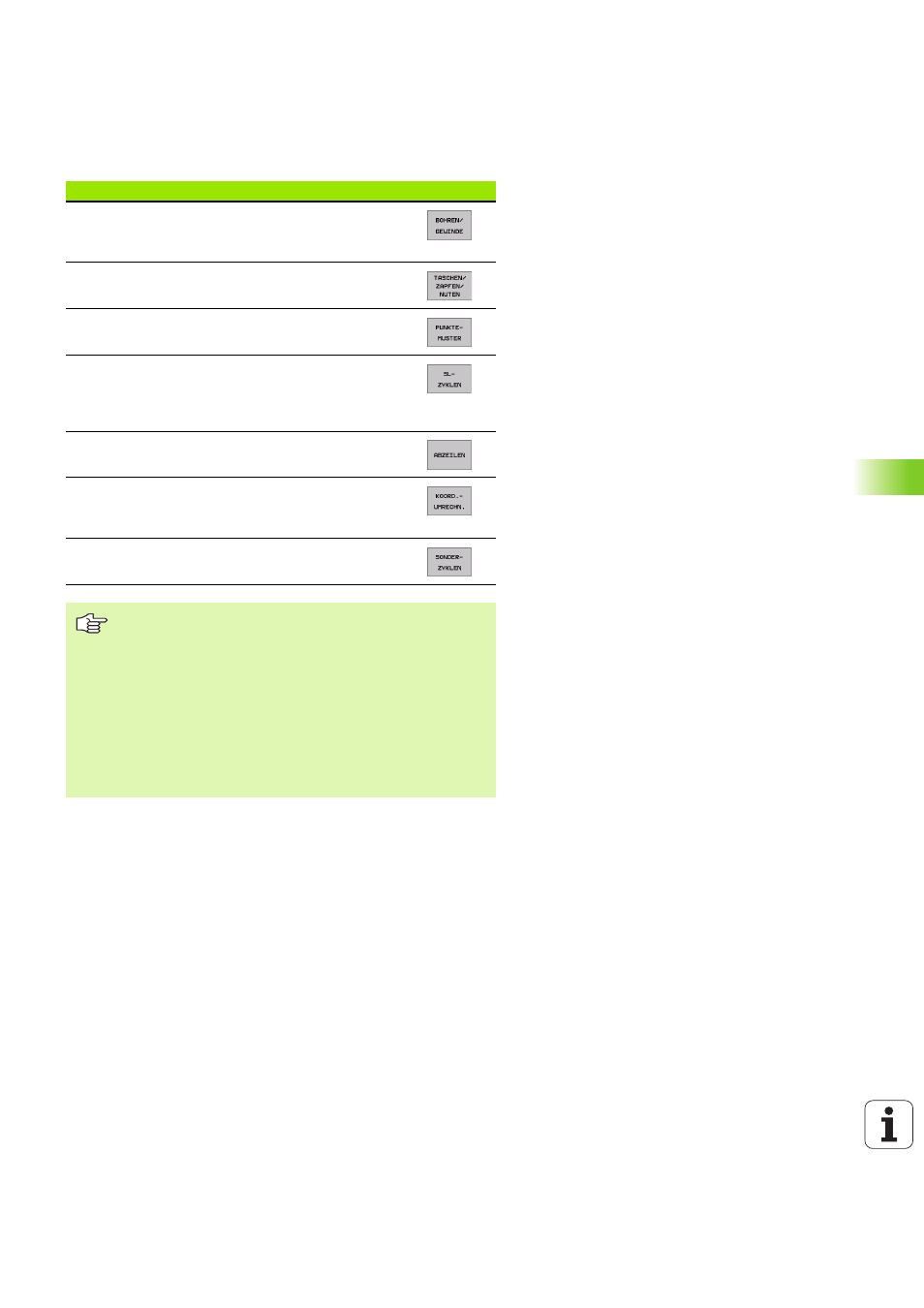
Zyklus-Gruppe
Softkey
Zyklen zum Tiefbohren, Reiben, Ausdrehen, Senken,
Gewindebohren, Gewindeschneiden und Gewindefrä-
sen
Zyklen zum Fräsen von Taschen, Zapfen und Nuten
Zyklen zur Herstellung von Punktemustern, z.B. Loch-
kreis oder Lochfläche
Zyklen zum Abzeilen ebener oder in sich verwundener
Flächen
Sonder-Zyklen Verweilzeit, Programm-Aufruf, Spindel-
Orientierung, Toleranz
Wenn Sie bei Bearbeitungszyklen mit Nummern größer
200 indirekte Parameter-Zuweisungen (z.B. D00 Q210 =
Q1
) verwenden, wird eine Änderung des zugewiesenen
Parameters (z.B. Q1) nach der Zyklus-Definition nicht wirk-
sam. Definieren Sie in solchen Fällen den Zyklusparameter
(z.B. D00 Q210 = 5) direkt.
Um die Bearbeitungszyklen G83 bis G86, G74 bis G78 und
G56 bis G59 auch auf älteren TNC-Bahnsteuerungen abar-
beiten zu können, müssen Sie beim Sicherheits-Abstand
und bei der Zustell-Tiefe zusätzlich ein negatives Vorzei-
chen programmieren.