Beim programmieren beachten – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Benutzerhandbuch
Seite 268
268
Bearbeitungszyklen: Abzeilen
10
.4
REGELFLAECHE
(Z
yklus
231;
DIN/ISO:
G231)
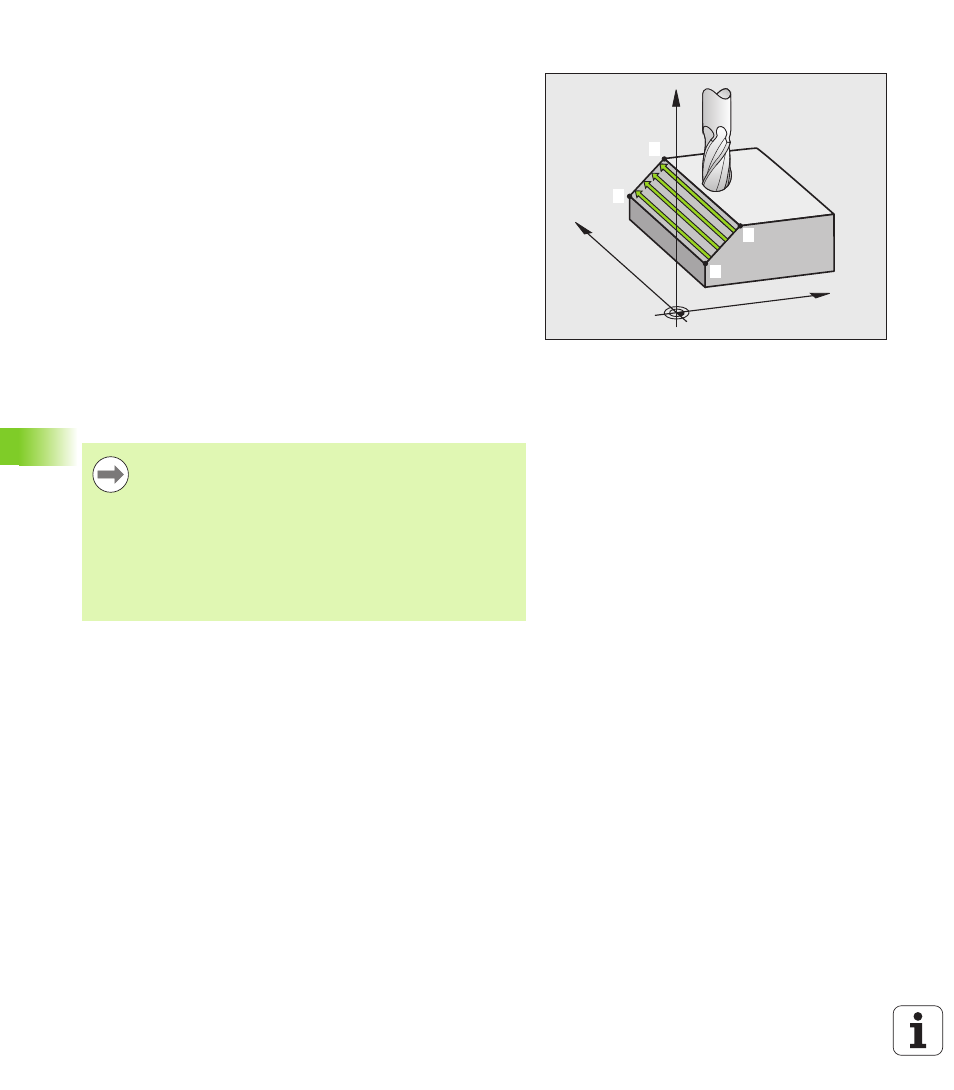
Schnittführung
Der Startpunkt und damit die Fräsrichtung ist frei wählbar, weil die
TNC die Einzelschnitte grundsätzlich von Punkt
1
nach Punkt
2
fährt
und der Gesamtablauf von Punkt
1
/
2
nach Punkt
3
/
4
verläuft. Sie
können Punkt
1
an jede Ecke der zu bearbeitenden Fläche legen.
Die Oberflächengüte beim Einsatz von Schaftfräsern können Sie
optimieren:
Durch stoßenden Schnitt (Spindelachsenkoordinate Punkt
1
größer
als Spindelachsenkoordinate Punkt
2
) bei wenig geneigten Flächen.
Durch ziehenden Schnitt (Spindelachsenkoordinate Punkt
1
kleiner
als Spindelachsenkoordinate Punkt
2
) bei stark geneigten Flächen
Bei windschiefen Flächen, Hauptbewegungs-Richtung (von Punkt
1
nach Punkt
2
) in die Richtung der stärkeren Neigung legen
Die Oberflächengüte beim Einsatz von Radiusfräsern können Sie
optimieren:
Bei windschiefen Flächen Hauptbewegungs-Richtung (von Punkt
1
nach Punkt
2
) senkrecht zur Richtung der stärksten Neigung legen
Beim Programmieren beachten!
X
Y
Z
1
4
3
2
Die TNC positioniert das Werkzeug von der aktuellen
Position mit einer 3D-Geradenbewegung auf den
Startpunkt
1
. Werkzeug so vorpositionieren, dass keine
Kollision mit dem Werkstück oder Spannmitteln erfolgen
kann.
Die TNC fährt das Werkzeug mit Radiuskorrektur R0
zwischen den eingegebenen Positionen
Ggf. Fräser mit einem über Mitte schneidenden Stirnzahn
verwenden (DIN 844).