Beim programmieren beachten, Zyklusparameter, Beim programmieren beachten! zyklusparameter – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Benutzerhandbuch
Seite 381
HEIDENHAIN iTNC 530
381
15.7 BEZUGSPUNKT KREIS A
U
SSEN
(Zyklus 413, DIN/ISO:
G413)
Beim Programmieren beachten!
Zyklusparameter
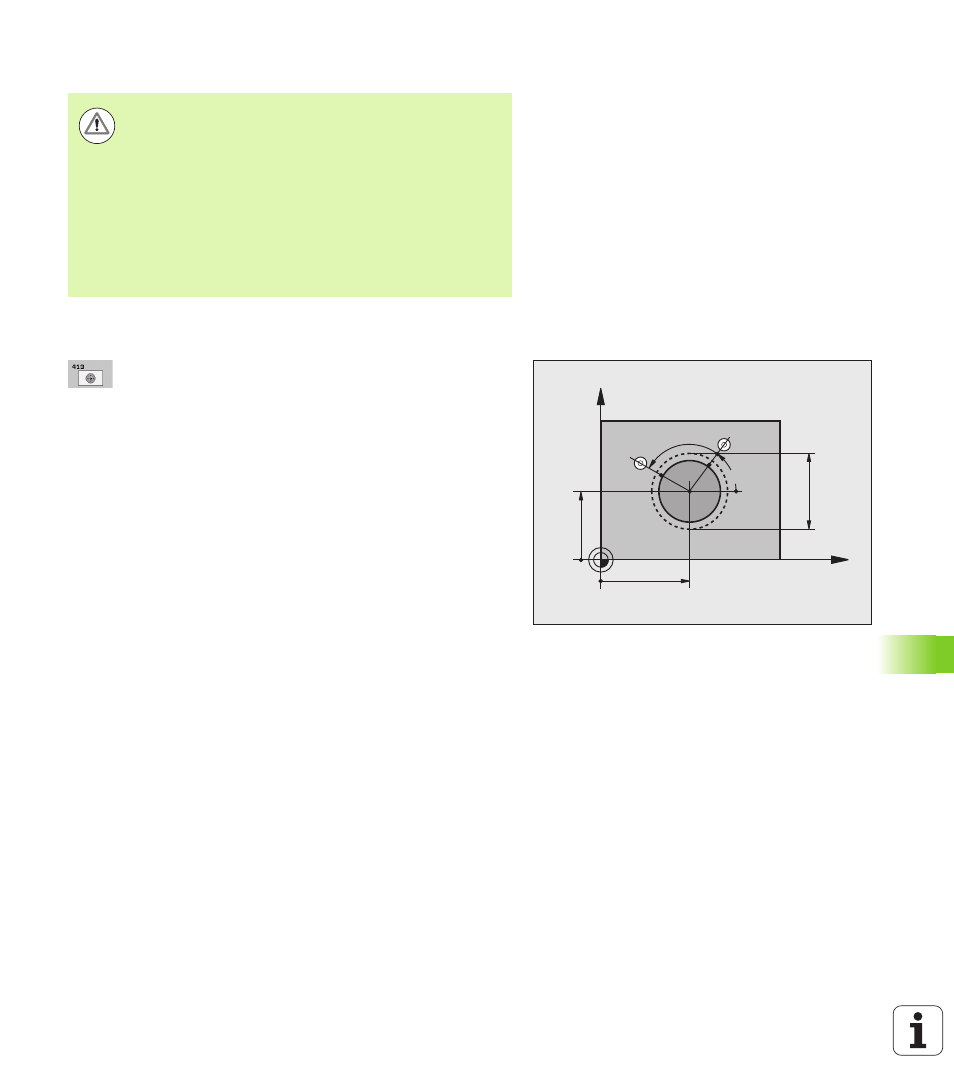
Mitte 1. Achse
Q321 (absolut): Mitte des Zapfens in
der Hauptachse der Bearbeitungsebene.
Eingabebereich -99999,9999 bis 99999,9999
Mitte 2. Achse
Q322 (absolut): Mitte des Zapfens in
der Nebenachse der Bearbeitungsebene. Wenn Sie
Q322 = 0 programmieren, dann richtet die TNC den
Bohrungs-Mittelpunkt auf die positive Y-Achse aus,
wenn Sie Q322 ungleich 0 programmieren, dann
richtet die TNC den Bohrungs-Mittelpunkt auf die
Sollposition aus. Eingabebereich -99999,9999 bis
99999,9999
Soll-Durchmesser
Q262: Ungefährer Durchmesser
des Zapfens. Wert eher zu groß eingeben.
Eingabebereich 0 bis 99999,9999
Startwinkel
Q325 (absolut): Winkel zwischen der
Hauptachse der Bearbeitungsebene und dem ersten
Antastpunkt. Eingabebereich -360,0000 bis 360,0000
Winkelschritt
Q247 (inkremental): Winkel zwischen
zwei Messpunkten, das Vorzeichen des
Winkelschritts legt die Drehrichtung fest (- =
Uhrzeigersinn), mit der das Tastsystem zum nächsten
Messpunkt fährt. Wenn Sie Kreisbögen vermessen
wollen, dann programmieren Sie einen Winkelschritt
kleiner 90°. Eingabebereich -120,0000 bis 120,0000
Achtung Kollisionsgefahr!
Um eine Kollision zwischen Tastsystem und Werkstück zu
vermeiden, geben Sie den Soll-Durchmesser des Zapfens
eher zu groß ein.
Vor der Zyklus-Definition müssen Sie einen Werkzeug-
Aufruf zur Definition der Tastsystem-Achse programmiert
haben.
Je kleiner Sie den Winkelschritt Q247 programmieren,
desto ungenauer berechnet die TNC den Bezugspunkt.
Kleinster Eingabewert: 5°.
X
Y
Q322
Q321
Q262
Q325
Q247