Beim programmieren beachten, Zyklusparameter, Beim programmieren beachten! zyklusparameter – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Benutzerhandbuch
Seite 377
HEIDENHAIN iTNC 530
377
15.6
BEZUGSPUNKT
KREIS
INNE
N (Zyklus 412, DIN/ISO:
G412)
Beim Programmieren beachten!
Zyklusparameter
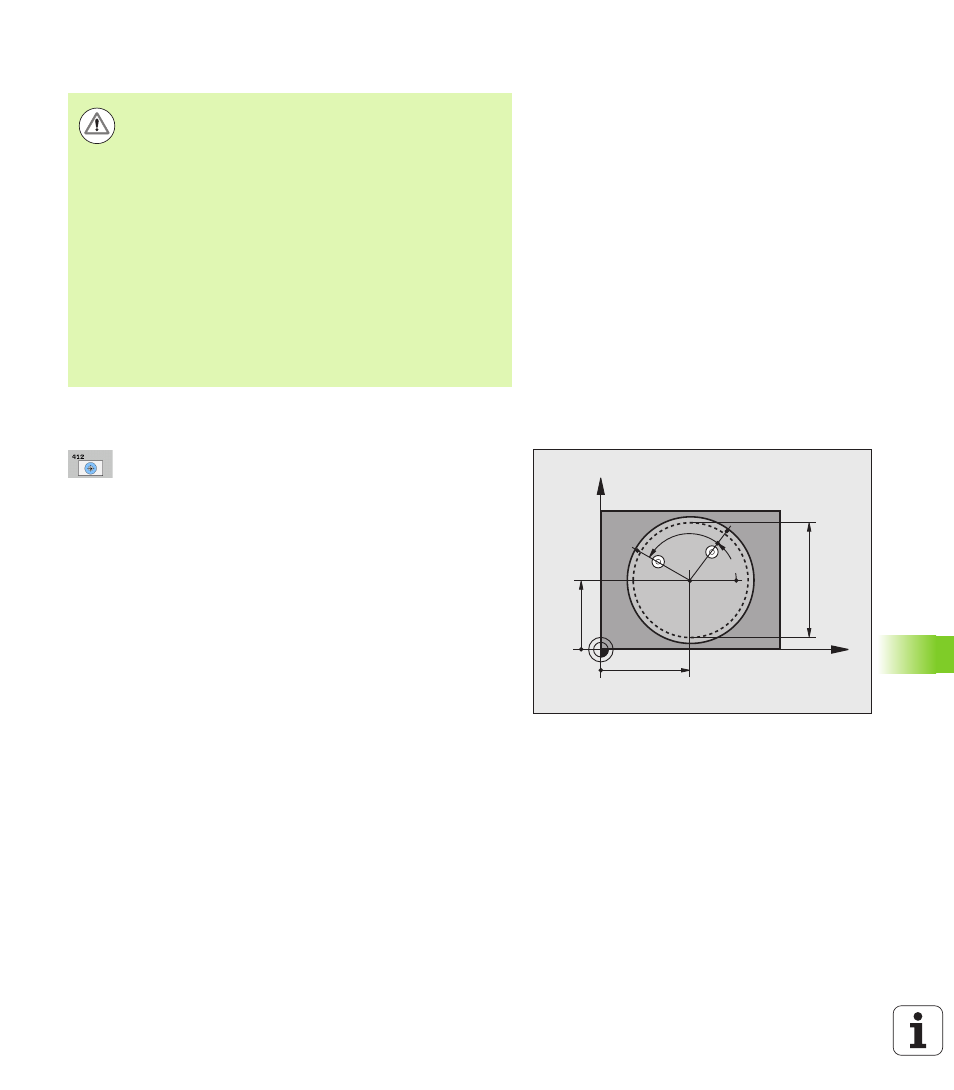
Mitte 1. Achse
Q321 (absolut): Mitte der Tasche in
der Hauptachse der Bearbeitungsebene.
Eingabebereich -99999,9999 bis 99999,9999
Mitte 2. Achse
Q322 (absolut): Mitte der Tasche in
der Nebenachse der Bearbeitungsebene. Wenn Sie
Q322 = 0 programmieren, dann richtet die TNC den
Bohrungs-Mittelpunkt auf die positive Y-Achse aus,
wenn Sie Q322 ungleich 0 programmieren, dann
richtet die TNC den Bohrungs-Mittelpunkt auf die
Sollposition aus. Eingabebereich -99999,9999 bis
99999,9999
Soll-Durchmesser
Q262: Ungefährer Durchmesser
der Kreistasche (Bohrung). Wert eher zu klein
eingeben. Eingabebereich 0 bis 99999,9999
Startwinkel
Q325 (absolut): Winkel zwischen der
Hauptachse der Bearbeitungsebene und dem ersten
Antastpunkt. Eingabebereich -360,0000 bis 360,0000
Winkelschritt
Q247 (inkremental): Winkel zwischen
zwei Messpunkten, das Vorzeichen des
Winkelschritts legt die Drehrichtung fest (- =
Uhrzeigersinn), mit der das Tastsystem zum nächsten
Messpunkt fährt. Wenn Sie Kreisbögen vermessen
wollen, dann programmieren Sie einen Winkelschritt
kleiner 90°. Eingabebereich -120,0000 bis 120,0000
Achtung Kollisionsgefahr!
Um eine Kollision zwischen Tastsystem und Werkstück zu
vermeiden, geben Sie den Soll-Durchmesser der Tasche
(Bohrung) eher zu klein ein.
Wenn die Taschenmaße und der Sicherheits-Abstand eine
Vorpositionierung in die Nähe der Antastpunkte nicht
erlauben, tastet die TNC immer ausgehend von der
Taschenmitte an. Zwischen den vier Messpunkten fährt
das Tastsystem dann nicht auf die Sichere Höhe.
Je kleiner Sie den Winkelschritt Q247 programmieren,
desto ungenauer berechnet die TNC den Bezugspunkt.
Kleinster Eingabwert: 5°.
Vor der Zyklus-Definition müssen Sie einen Werkzeug-
Aufruf zur Definition der Tastsystem-Achse programmiert
haben.
X
Y
Q322
Q321
Q262
Q325
Q247